
感应加热厂商征集中...
欢迎大家将自已知道的感应加热厂商列出,不胜感激!
全部回复(27)
正序查看
倒序查看
现在还没有回复呢,说说你的想法
扬子工具集团有限公司
成都普斯特电气有限责任公司
保定三伊天星电气有限公司
郑州科创电子有限公司
上海腾昌高频感应加热设备有限公司
天津天高感应加热有限公司
感应加热是利用电磁感应的方法使被加热的材料(即工件)的内部产生电流,依靠这些涡流的能量达到加热目的.感应加热系统的基本组成包括感应线圈、交流电源和工件.根据加热对象不同,可以把线圈制作成不同的形状.线圈和电源相连,电源为线圈提供交变电流,流过线圈的交变电流产生一个通过工件的交变磁场,该磁场使工件产生涡流来加热.感应加热是伴随着汽车工业和拖拉机工业的诞生而起步的.由于其具有加热效率高、速度快、可控性好及易于实现机械化和自动化等优点.
目前常用的最有效的热处理工艺,具有下列多种应用:表面淬火、透热淬火、回火和消除应力(低温)、退火和正火(高温)、焊缝退火、粉末金属烧结等.已在熔炼、铸造、弯管、热锻、焊接和表面热处理等行业广泛应用.在铸造方面,正在迅速发展双联熔炼工艺,即利用中频炉保温改性,进行球墨铁或合金钢的精密浇铸;在锻造方面,利用敢于加热实现快速透热热锻,不仅减少了氧化皮损耗而且大大地增加了锻模的寿命,其材料利用率可达85%,锻件表面粗糙度可小于50μm;在焊接、淬火方面,国外一方面致力于开发大功率全固态高频电源,一方面致力于开发高度自动化热处理成套处理系统.我国目前每年大约需要1000万t铸件,而铸造行业仍以冲天炉熔炼、一般铸铁的铸造为主,吨位较小,导致温度及成份波动大,废品率高.较好的铸造业废品率也在6%~15%间,而一般铸造厂的废品率则高达30%.
成都普斯特电气有限责任公司
保定三伊天星电气有限公司
郑州科创电子有限公司
上海腾昌高频感应加热设备有限公司
天津天高感应加热有限公司
感应加热是利用电磁感应的方法使被加热的材料(即工件)的内部产生电流,依靠这些涡流的能量达到加热目的.感应加热系统的基本组成包括感应线圈、交流电源和工件.根据加热对象不同,可以把线圈制作成不同的形状.线圈和电源相连,电源为线圈提供交变电流,流过线圈的交变电流产生一个通过工件的交变磁场,该磁场使工件产生涡流来加热.感应加热是伴随着汽车工业和拖拉机工业的诞生而起步的.由于其具有加热效率高、速度快、可控性好及易于实现机械化和自动化等优点.
目前常用的最有效的热处理工艺,具有下列多种应用:表面淬火、透热淬火、回火和消除应力(低温)、退火和正火(高温)、焊缝退火、粉末金属烧结等.已在熔炼、铸造、弯管、热锻、焊接和表面热处理等行业广泛应用.在铸造方面,正在迅速发展双联熔炼工艺,即利用中频炉保温改性,进行球墨铁或合金钢的精密浇铸;在锻造方面,利用敢于加热实现快速透热热锻,不仅减少了氧化皮损耗而且大大地增加了锻模的寿命,其材料利用率可达85%,锻件表面粗糙度可小于50μm;在焊接、淬火方面,国外一方面致力于开发大功率全固态高频电源,一方面致力于开发高度自动化热处理成套处理系统.我国目前每年大约需要1000万t铸件,而铸造行业仍以冲天炉熔炼、一般铸铁的铸造为主,吨位较小,导致温度及成份波动大,废品率高.较好的铸造业废品率也在6%~15%间,而一般铸造厂的废品率则高达30%.
0
回复
提示
@loafer_hb
扬子工具集团有限公司 成都普斯特电气有限责任公司保定三伊天星电气有限公司郑州科创电子有限公司上海腾昌高频感应加热设备有限公司天津天高感应加热有限公司感应加热是利用电磁感应的方法使被加热的材料(即工件)的内部产生电流,依靠这些涡流的能量达到加热目的.感应加热系统的基本组成包括感应线圈、交流电源和工件.根据加热对象不同,可以把线圈制作成不同的形状.线圈和电源相连,电源为线圈提供交变电流,流过线圈的交变电流产生一个通过工件的交变磁场,该磁场使工件产生涡流来加热.感应加热是伴随着汽车工业和拖拉机工业的诞生而起步的.由于其具有加热效率高、速度快、可控性好及易于实现机械化和自动化等优点. 目前常用的最有效的热处理工艺,具有下列多种应用:表面淬火、透热淬火、回火和消除应力(低温)、退火和正火(高温)、焊缝退火、粉末金属烧结等.已在熔炼、铸造、弯管、热锻、焊接和表面热处理等行业广泛应用.在铸造方面,正在迅速发展双联熔炼工艺,即利用中频炉保温改性,进行球墨铁或合金钢的精密浇铸;在锻造方面,利用敢于加热实现快速透热热锻,不仅减少了氧化皮损耗而且大大地增加了锻模的寿命,其材料利用率可达85%,锻件表面粗糙度可小于50μm;在焊接、淬火方面,国外一方面致力于开发大功率全固态高频电源,一方面致力于开发高度自动化热处理成套处理系统.我国目前每年大约需要1000万t铸件,而铸造行业仍以冲天炉熔炼、一般铸铁的铸造为主,吨位较小,导致温度及成份波动大,废品率高.较好的铸造业废品率也在6%~15%间,而一般铸造厂的废品率则高达30%.
Loafer,非常感谢提供技术咨询哦.
0
回复
提示
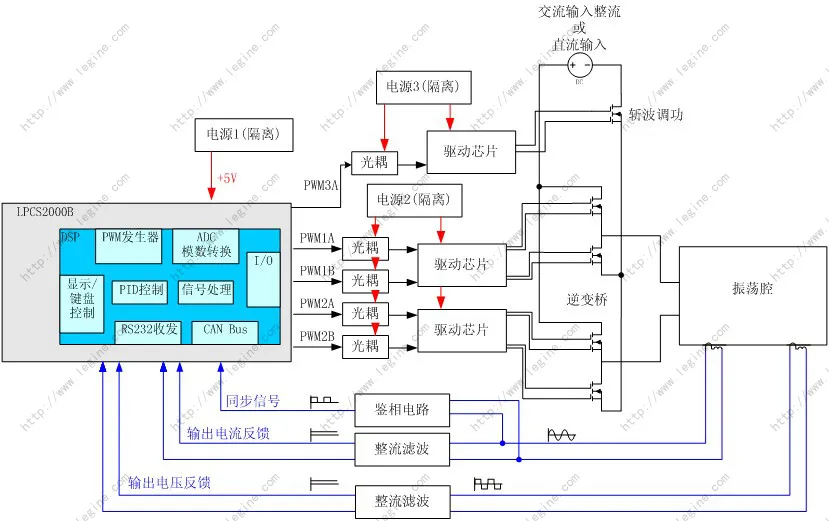
数字化电源控制器LPCS2000B在电磁感应加热电源上的应用
四川省临景软件开发有限责任公司
 500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/50/1170299633.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/50/1170299633.jpg');}" onmousewheel="return imgzoom(this);">
一、 功能要求
1. 频率跟踪
为了提高电源系统的功率因素、降低耗散功率,必须保证电源的零切换.
同时,由于感应线圈在冷、热,有、无工件时,电感量会发生变化,使谐振频率也变化,电源需要跟随谐振频率变化开关频率.
2. 功率调节
要求能够判断是否有工件.
当没有工件时,保持在低功耗工作.
当有工件时,根据设定进行恒功率、限流恒压、或限压恒流工作.
二、 技术方案
1. 频率跟踪
通过逆变桥提供对称整齐的方波信号,并通过实时调整开关周期实现谐振频率跟踪.
开机前先通过PC软件进行如下设置:
l 设定初始频率及频率跟踪范围(如:50Khz和1KHz~100KHz)
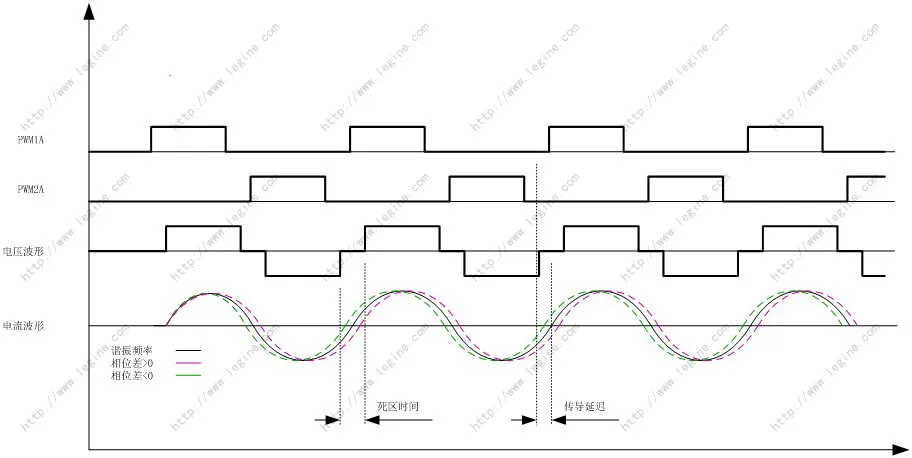
l 设定死区时间(如:2.5us)
l 设定PWM传导延迟时间(隔离器件传导延迟和驱动电路传导延迟,如:0.24us)
开机后,以初始频率发出PWM,并在PWM发出的第二个周期对同步信号进行判断,如果连续三个周期未接收到有效的同步信号,则封锁PWM信号,并关机.
当接收到有效的同步信号后,根据同步信号的相位差调整下一周期的PWM频率(相位差>0,减小PWM频率;相位差<0,增大PWM频率),逐周期的调整PWM频率,实现精确的频率跟踪(误差小于1us).
设备调试时,可改变PWM传导延迟时间来满足实际的各种相位需求.
2. 功率调节
先通过PC软件进行如下设置:
l 待机平均阻抗(当平均阻抗大于此值时,判断为无工件待机状态)
l 待机参考工作点,参考工作点
开机,工作状态下可以修改以下设置:
l 调功模式(恒功率、限电压恒电流、限电流恒电压)
l 参考工作点(功率、电压、电流)
3. 发展与提高
下一个版本的控制器将增加对电压相位同步信号的处理,这样就具备PWM延迟时间自动检测的能力,无需再手动设定延迟时间,同时避免了延迟时间动态改变带来的误差.
另外,还会增加系统的智能性,比如自动保存系统的谐振频率,提高系统频率跟踪的速度.
 500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/50/1170299675.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/50/1170299675.jpg');}" onmousewheel="return imgzoom(this);">
三、 联系方式
公司名称:四川省临景软件开发责任有限公司
公司电话:028+85195296
传 真:028+85172196
公司主页:http//www.legine.com
公司地址:四川省成都市永丰路20号2-1-28(610041)
四川省临景软件开发有限责任公司
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/50/1170299633.jpg');}" onmousewheel="return imgzoom(this);">
一、 功能要求
1. 频率跟踪
为了提高电源系统的功率因素、降低耗散功率,必须保证电源的零切换.
同时,由于感应线圈在冷、热,有、无工件时,电感量会发生变化,使谐振频率也变化,电源需要跟随谐振频率变化开关频率.
2. 功率调节
要求能够判断是否有工件.
当没有工件时,保持在低功耗工作.
当有工件时,根据设定进行恒功率、限流恒压、或限压恒流工作.
二、 技术方案
1. 频率跟踪
通过逆变桥提供对称整齐的方波信号,并通过实时调整开关周期实现谐振频率跟踪.
开机前先通过PC软件进行如下设置:
l 设定初始频率及频率跟踪范围(如:50Khz和1KHz~100KHz)
l 设定死区时间(如:2.5us)
l 设定PWM传导延迟时间(隔离器件传导延迟和驱动电路传导延迟,如:0.24us)
开机后,以初始频率发出PWM,并在PWM发出的第二个周期对同步信号进行判断,如果连续三个周期未接收到有效的同步信号,则封锁PWM信号,并关机.
当接收到有效的同步信号后,根据同步信号的相位差调整下一周期的PWM频率(相位差>0,减小PWM频率;相位差<0,增大PWM频率),逐周期的调整PWM频率,实现精确的频率跟踪(误差小于1us).
设备调试时,可改变PWM传导延迟时间来满足实际的各种相位需求.
2. 功率调节
先通过PC软件进行如下设置:
l 待机平均阻抗(当平均阻抗大于此值时,判断为无工件待机状态)
l 待机参考工作点,参考工作点
开机,工作状态下可以修改以下设置:
l 调功模式(恒功率、限电压恒电流、限电流恒电压)
l 参考工作点(功率、电压、电流)
3. 发展与提高
下一个版本的控制器将增加对电压相位同步信号的处理,这样就具备PWM延迟时间自动检测的能力,无需再手动设定延迟时间,同时避免了延迟时间动态改变带来的误差.
另外,还会增加系统的智能性,比如自动保存系统的谐振频率,提高系统频率跟踪的速度.
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/50/1170299675.jpg');}" onmousewheel="return imgzoom(this);">
三、 联系方式
公司名称:四川省临景软件开发责任有限公司
公司电话:028+85195296
传 真:028+85172196
公司主页:http//www.legine.com
公司地址:四川省成都市永丰路20号2-1-28(610041)
0
回复
提示
@xinzzhang
数字化电源控制器LPCS2000B在电磁感应加热电源上的应用四川省临景软件开发有限责任公司 [图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/50/1170299633.jpg');}"onmousewheel="returnimgzoom(this);">一、功能要求1.频率跟踪为了提高电源系统的功率因素、降低耗散功率,必须保证电源的零切换.同时,由于感应线圈在冷、热,有、无工件时,电感量会发生变化,使谐振频率也变化,电源需要跟随谐振频率变化开关频率.2.功率调节要求能够判断是否有工件.当没有工件时,保持在低功耗工作.当有工件时,根据设定进行恒功率、限流恒压、或限压恒流工作.二、技术方案1.频率跟踪通过逆变桥提供对称整齐的方波信号,并通过实时调整开关周期实现谐振频率跟踪.开机前先通过PC软件进行如下设置:l设定初始频率及频率跟踪范围(如:50Khz和1KHz~100KHz)l设定死区时间(如:2.5us)l设定PWM传导延迟时间(隔离器件传导延迟和驱动电路传导延迟,如:0.24us)开机后,以初始频率发出PWM,并在PWM发出的第二个周期对同步信号进行判断,如果连续三个周期未接收到有效的同步信号,则封锁PWM信号,并关机.当接收到有效的同步信号后,根据同步信号的相位差调整下一周期的PWM频率(相位差>0,减小PWM频率;相位差
供应怡弘塑料机械节能电磁加热圈和电磁加热器
产品生产范围:
电磁加热圈,电磁感应加热线圈,电磁节能加热圈,塑料机械电磁加热器,管道电磁加热器,电磁感应加热器,注塑机电磁加热器,造粒机电磁加热器,拉丝机电磁加热器,吹膜机电磁加热器,注塑机电磁加热圈,拉丝机电磁加热圈,造粒机电磁加热圈,吹膜机电磁加热圈,塑料机械电磁加热圈
注塑机节能节电改造,造粒机节能节电改造,吹膜机节能节电改造,拉丝机节电节能改造,高效节能塑料电磁加热设备,注塑机加热,塑料电磁加热节能设备,塑机高效加热节电节能主机,高效加热节能节电器,塑料加热节电器,塑机节电加热设备,塑机加热节能主机
公司简介:
长沙怡弘科技有限公司是一家高科技民营股份制企业,致力于节能产品设计、开发、生产和销售.公司成立于2005年,地处美丽的星城-长沙.作为国内工业用电磁加热节能技术应用方案解决商和提供商,国家倡导节能工程重点示范单位,公司自成立之日起,就立足于电磁加热节能产品(电磁加热圈、电磁加热控制器)的研发、生产、销售和技术应用方案的提供.在管道电磁加热节能领域,处于全球领先地位.公司的配套生产厂家已通过了ISO9001:2000质量体系认证,拥有先进的生产设备和检测设备,确保为客户提供高质量的产品.目前公司的主打产品已申请了国家专利,作为传统电热产品的替代品,广泛应用于塑料橡胶制品、化工、医药、食品、能源、印刷、建筑型材等行业的加热节电,如:塑料拉丝、吹膜、造粒、注塑等加热;电缆生产挤出机、挤塑机、热塑性塑胶管材、型材生产等加热;管道伴热、恒温控制加热等.
随着世界经济的快速增长,能源及原料的供应出现短缺现象.我国是塑料大国,能源消耗速度十分惊人,近年来,随着制造业成本的增加,使得中国塑料制造业竞争日益激烈,节能已作为企业增效,降低经营成本,提高竞争力的重要手段,已经具有特别的意义,并逐步的被人们所认识和接受.
怡弘科技本着响应国家提出的节能降耗宗旨,力争开发更多、更好的节能产品.我们一直认为:质量是企业的生命,品牌是企业的形象,我们将以严谨高效的管理、尽善尽美的服务,与客户共创美好的明天!
电磁加热节能工作原理:
现阶段市场上的塑胶机械所用的加热方式普遍为电热圈发热,通过接触传导方式把热量传到料筒上,只有紧靠在料筒表面内侧的热量传到料筒上,外侧的热量大部分散失到空气中,存在热传导损失,并导致环境温度上升,另外电阻丝加热还有一个缺点就是功率密度低,在一些需要温度较高的场合就无法适应了.电磁加热技术是使金属料筒自身发热,并且可以根据具体情况在料筒外部包裹一定的隔热保温材料,这样就大大减少了热量的散失,提高了热效率,因此节电效果十分显著,可达30%~75%.因为电磁加热圈本身并不发热,而且是采用 绝缘材料和高温电缆制造,所以不存在原电热圈的电阻丝在高温状态下氧化而缩短使用寿命的问题,具有使用寿命长、升温速率快、无需要维修等优点,减少了维修时间,降低了成本.
合作方式:
1、诚招全国各地代理商,详情具体来电咨询.
2、承接全国各地塑胶机械加热节能改造工程,详情请与本公司工程部联系.
3、技术转让或技术合作,面向欲投资本项目的个人或单位以及塑胶企业.提供专利技术转让和协助办厂.
4、面向社会各行业提供电磁加热节能技术的应用方案和解决方案.
详情见网站:http://www.eh2005.cn 0731-5711790 5326790 成先生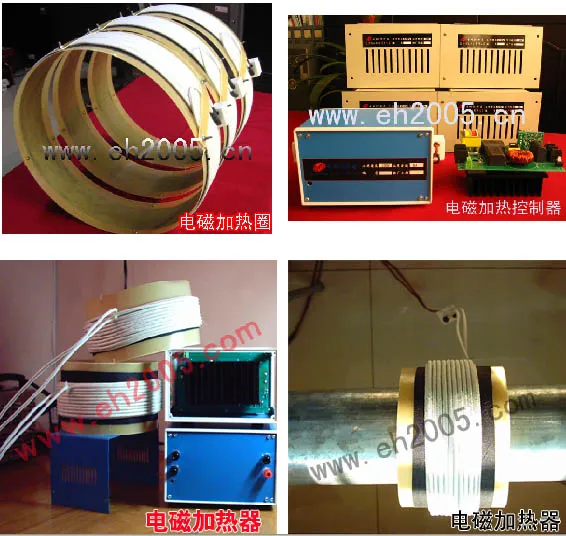 500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/50/1171008405.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/50/1171008405.jpg');}" onmousewheel="return imgzoom(this);">
产品生产范围:
电磁加热圈,电磁感应加热线圈,电磁节能加热圈,塑料机械电磁加热器,管道电磁加热器,电磁感应加热器,注塑机电磁加热器,造粒机电磁加热器,拉丝机电磁加热器,吹膜机电磁加热器,注塑机电磁加热圈,拉丝机电磁加热圈,造粒机电磁加热圈,吹膜机电磁加热圈,塑料机械电磁加热圈
注塑机节能节电改造,造粒机节能节电改造,吹膜机节能节电改造,拉丝机节电节能改造,高效节能塑料电磁加热设备,注塑机加热,塑料电磁加热节能设备,塑机高效加热节电节能主机,高效加热节能节电器,塑料加热节电器,塑机节电加热设备,塑机加热节能主机
公司简介:
长沙怡弘科技有限公司是一家高科技民营股份制企业,致力于节能产品设计、开发、生产和销售.公司成立于2005年,地处美丽的星城-长沙.作为国内工业用电磁加热节能技术应用方案解决商和提供商,国家倡导节能工程重点示范单位,公司自成立之日起,就立足于电磁加热节能产品(电磁加热圈、电磁加热控制器)的研发、生产、销售和技术应用方案的提供.在管道电磁加热节能领域,处于全球领先地位.公司的配套生产厂家已通过了ISO9001:2000质量体系认证,拥有先进的生产设备和检测设备,确保为客户提供高质量的产品.目前公司的主打产品已申请了国家专利,作为传统电热产品的替代品,广泛应用于塑料橡胶制品、化工、医药、食品、能源、印刷、建筑型材等行业的加热节电,如:塑料拉丝、吹膜、造粒、注塑等加热;电缆生产挤出机、挤塑机、热塑性塑胶管材、型材生产等加热;管道伴热、恒温控制加热等.
随着世界经济的快速增长,能源及原料的供应出现短缺现象.我国是塑料大国,能源消耗速度十分惊人,近年来,随着制造业成本的增加,使得中国塑料制造业竞争日益激烈,节能已作为企业增效,降低经营成本,提高竞争力的重要手段,已经具有特别的意义,并逐步的被人们所认识和接受.
怡弘科技本着响应国家提出的节能降耗宗旨,力争开发更多、更好的节能产品.我们一直认为:质量是企业的生命,品牌是企业的形象,我们将以严谨高效的管理、尽善尽美的服务,与客户共创美好的明天!
电磁加热节能工作原理:
现阶段市场上的塑胶机械所用的加热方式普遍为电热圈发热,通过接触传导方式把热量传到料筒上,只有紧靠在料筒表面内侧的热量传到料筒上,外侧的热量大部分散失到空气中,存在热传导损失,并导致环境温度上升,另外电阻丝加热还有一个缺点就是功率密度低,在一些需要温度较高的场合就无法适应了.电磁加热技术是使金属料筒自身发热,并且可以根据具体情况在料筒外部包裹一定的隔热保温材料,这样就大大减少了热量的散失,提高了热效率,因此节电效果十分显著,可达30%~75%.因为电磁加热圈本身并不发热,而且是采用 绝缘材料和高温电缆制造,所以不存在原电热圈的电阻丝在高温状态下氧化而缩短使用寿命的问题,具有使用寿命长、升温速率快、无需要维修等优点,减少了维修时间,降低了成本.
合作方式:
1、诚招全国各地代理商,详情具体来电咨询.
2、承接全国各地塑胶机械加热节能改造工程,详情请与本公司工程部联系.
3、技术转让或技术合作,面向欲投资本项目的个人或单位以及塑胶企业.提供专利技术转让和协助办厂.
4、面向社会各行业提供电磁加热节能技术的应用方案和解决方案.
详情见网站:http://www.eh2005.cn 0731-5711790 5326790 成先生
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/50/1171008405.jpg');}" onmousewheel="return imgzoom(this);"> 0
回复
提示
@csehkj
供应怡弘塑料机械节能电磁加热圈和电磁加热器产品生产范围:电磁加热圈,电磁感应加热线圈,电磁节能加热圈,塑料机械电磁加热器,管道电磁加热器,电磁感应加热器,注塑机电磁加热器,造粒机电磁加热器,拉丝机电磁加热器,吹膜机电磁加热器,注塑机电磁加热圈,拉丝机电磁加热圈,造粒机电磁加热圈,吹膜机电磁加热圈,塑料机械电磁加热圈注塑机节能节电改造,造粒机节能节电改造,吹膜机节能节电改造,拉丝机节电节能改造,高效节能塑料电磁加热设备,注塑机加热,塑料电磁加热节能设备,塑机高效加热节电节能主机,高效加热节能节电器,塑料加热节电器,塑机节电加热设备,塑机加热节能主机公司简介:长沙怡弘科技有限公司是一家高科技民营股份制企业,致力于节能产品设计、开发、生产和销售.公司成立于2005年,地处美丽的星城-长沙.作为国内工业用电磁加热节能技术应用方案解决商和提供商,国家倡导节能工程重点示范单位,公司自成立之日起,就立足于电磁加热节能产品(电磁加热圈、电磁加热控制器)的研发、生产、销售和技术应用方案的提供.在管道电磁加热节能领域,处于全球领先地位.公司的配套生产厂家已通过了ISO9001:2000质量体系认证,拥有先进的生产设备和检测设备,确保为客户提供高质量的产品.目前公司的主打产品已申请了国家专利,作为传统电热产品的替代品,广泛应用于塑料橡胶制品、化工、医药、食品、能源、印刷、建筑型材等行业的加热节电,如:塑料拉丝、吹膜、造粒、注塑等加热;电缆生产挤出机、挤塑机、热塑性塑胶管材、型材生产等加热;管道伴热、恒温控制加热等. 随着世界经济的快速增长,能源及原料的供应出现短缺现象.我国是塑料大国,能源消耗速度十分惊人,近年来,随着制造业成本的增加,使得中国塑料制造业竞争日益激烈,节能已作为企业增效,降低经营成本,提高竞争力的重要手段,已经具有特别的意义,并逐步的被人们所认识和接受. 怡弘科技本着响应国家提出的节能降耗宗旨,力争开发更多、更好的节能产品.我们一直认为:质量是企业的生命,品牌是企业的形象,我们将以严谨高效的管理、尽善尽美的服务,与客户共创美好的明天!电磁加热节能工作原理:现阶段市场上的塑胶机械所用的加热方式普遍为电热圈发热,通过接触传导方式把热量传到料筒上,只有紧靠在料筒表面内侧的热量传到料筒上,外侧的热量大部分散失到空气中,存在热传导损失,并导致环境温度上升,另外电阻丝加热还有一个缺点就是功率密度低,在一些需要温度较高的场合就无法适应了.电磁加热技术是使金属料筒自身发热,并且可以根据具体情况在料筒外部包裹一定的隔热保温材料,这样就大大减少了热量的散失,提高了热效率,因此节电效果十分显著,可达30%~75%.因为电磁加热圈本身并不发热,而且是采用绝缘材料和高温电缆制造,所以不存在原电热圈的电阻丝在高温状态下氧化而缩短使用寿命的问题,具有使用寿命长、升温速率快、无需要维修等优点,减少了维修时间,降低了成本.合作方式:1、诚招全国各地代理商,详情具体来电咨询.2、承接全国各地塑胶机械加热节能改造工程,详情请与本公司工程部联系.3、技术转让或技术合作,面向欲投资本项目的个人或单位以及塑胶企业.提供专利技术转让和协助办厂.4、面向社会各行业提供电磁加热节能技术的应用方案和解决方案.详情见网站:http://www.eh2005.cn0731-57117905326790成先生[图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/50/1171008405.jpg');}"onmousewheel="returnimgzoom(this);">
三年前第一个线圈用青壳纸做的,第二个用石棉板做的,第三个用氧化铝做的,电源就用的电磁炉原理直接用电磁炉板也行.
后来人都散了.
后来人都散了.
0
回复
提示
@loafer_hb
扬子工具集团有限公司 成都普斯特电气有限责任公司保定三伊天星电气有限公司郑州科创电子有限公司上海腾昌高频感应加热设备有限公司天津天高感应加热有限公司感应加热是利用电磁感应的方法使被加热的材料(即工件)的内部产生电流,依靠这些涡流的能量达到加热目的.感应加热系统的基本组成包括感应线圈、交流电源和工件.根据加热对象不同,可以把线圈制作成不同的形状.线圈和电源相连,电源为线圈提供交变电流,流过线圈的交变电流产生一个通过工件的交变磁场,该磁场使工件产生涡流来加热.感应加热是伴随着汽车工业和拖拉机工业的诞生而起步的.由于其具有加热效率高、速度快、可控性好及易于实现机械化和自动化等优点. 目前常用的最有效的热处理工艺,具有下列多种应用:表面淬火、透热淬火、回火和消除应力(低温)、退火和正火(高温)、焊缝退火、粉末金属烧结等.已在熔炼、铸造、弯管、热锻、焊接和表面热处理等行业广泛应用.在铸造方面,正在迅速发展双联熔炼工艺,即利用中频炉保温改性,进行球墨铁或合金钢的精密浇铸;在锻造方面,利用敢于加热实现快速透热热锻,不仅减少了氧化皮损耗而且大大地增加了锻模的寿命,其材料利用率可达85%,锻件表面粗糙度可小于50μm;在焊接、淬火方面,国外一方面致力于开发大功率全固态高频电源,一方面致力于开发高度自动化热处理成套处理系统.我国目前每年大约需要1000万t铸件,而铸造行业仍以冲天炉熔炼、一般铸铁的铸造为主,吨位较小,导致温度及成份波动大,废品率高.较好的铸造业废品率也在6%~15%间,而一般铸造厂的废品率则高达30%.
扬子工具集团有限公司
这个公司做什么产品 ?
这个公司做什么产品 ?
0
回复
提示
@xinzzhang
数字化电源控制器LPCS2000B在电磁感应加热电源上的应用四川省临景软件开发有限责任公司 [图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/50/1170299633.jpg');}"onmousewheel="returnimgzoom(this);">一、功能要求1.频率跟踪为了提高电源系统的功率因素、降低耗散功率,必须保证电源的零切换.同时,由于感应线圈在冷、热,有、无工件时,电感量会发生变化,使谐振频率也变化,电源需要跟随谐振频率变化开关频率.2.功率调节要求能够判断是否有工件.当没有工件时,保持在低功耗工作.当有工件时,根据设定进行恒功率、限流恒压、或限压恒流工作.二、技术方案1.频率跟踪通过逆变桥提供对称整齐的方波信号,并通过实时调整开关周期实现谐振频率跟踪.开机前先通过PC软件进行如下设置:l设定初始频率及频率跟踪范围(如:50Khz和1KHz~100KHz)l设定死区时间(如:2.5us)l设定PWM传导延迟时间(隔离器件传导延迟和驱动电路传导延迟,如:0.24us)开机后,以初始频率发出PWM,并在PWM发出的第二个周期对同步信号进行判断,如果连续三个周期未接收到有效的同步信号,则封锁PWM信号,并关机.当接收到有效的同步信号后,根据同步信号的相位差调整下一周期的PWM频率(相位差>0,减小PWM频率;相位差
有成品卖吗 15--60khz可调 可控制200A1600V IGBT全桥单相输出
0
回复
提示
@xinzzhang
数字化电源控制器LPCS2000B在电磁感应加热电源上的应用四川省临景软件开发有限责任公司 [图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/50/1170299633.jpg');}"onmousewheel="returnimgzoom(this);">一、功能要求1.频率跟踪为了提高电源系统的功率因素、降低耗散功率,必须保证电源的零切换.同时,由于感应线圈在冷、热,有、无工件时,电感量会发生变化,使谐振频率也变化,电源需要跟随谐振频率变化开关频率.2.功率调节要求能够判断是否有工件.当没有工件时,保持在低功耗工作.当有工件时,根据设定进行恒功率、限流恒压、或限压恒流工作.二、技术方案1.频率跟踪通过逆变桥提供对称整齐的方波信号,并通过实时调整开关周期实现谐振频率跟踪.开机前先通过PC软件进行如下设置:l设定初始频率及频率跟踪范围(如:50Khz和1KHz~100KHz)l设定死区时间(如:2.5us)l设定PWM传导延迟时间(隔离器件传导延迟和驱动电路传导延迟,如:0.24us)开机后,以初始频率发出PWM,并在PWM发出的第二个周期对同步信号进行判断,如果连续三个周期未接收到有效的同步信号,则封锁PWM信号,并关机.当接收到有效的同步信号后,根据同步信号的相位差调整下一周期的PWM频率(相位差>0,减小PWM频率;相位差
有成品的控制驱动板卖吗 可输出15--50khz可调 驱动200A1600V全桥(双对管)IGBT模块
0
回复
提示
