
实用IGBT焊接电源方案及炸管对策!
逆变电焊机=逆变焊接电源+焊接装置.
只要做好逆变焊接电源,那么系列产品就迎刃而解.
影响逆变焊接电源可靠性的主要问题是“炸管“!
为了研究“炸管“!首先分析逆变焊接电源的构成原理:
可以概括为:一个“桥路 “,和二个“回路“.
1.1一个“桥路 “;选取的方案有硬开关及软开关电路,目前比较有实用价值的软开关电路叫有限双极性,但本人认为其电路有一臂是软开关,而另一臂是更加硬的硬开关,更易“炸管“!商品机当前不易采用!
1.2“桥路 “有H型全桥“----时代、奥太、威特力、瑞凌等品牌采用.
“半桥“----威特力、瑞凌等品牌采用.
“单端”----以前一烘而上时期流行过,现今很少采用.
1.3“桥路 “的吸收电路----繁杂的R.C.D吸收电路,往往是“炸管“的重要诱因!
二个回路,1.是主电流回路----从整流泸波、逆变桥路、主变压器、二次整流、输出电感、负载电弧.
2. 是控制回路----从输出取样、运放(PI)、脉宽调节器(PWM)、驱动电路、控制功率开关元件IGBT.
在选择焊接电源方案首先要防止炸管,让IGBT工作得更好!
我个人的观点;主电流回路引发“炸管“----是回路杂散电感与快速开关电流引发的”过压”
控制回路引发“炸管“----是控制不良使IGBT运行轨迹超出它的安全工作区而损坏.
希望高手发表自己的见解!共同提高!如拙见有十位网友感兴趣,我将详述.(敬请广告朋友慢几天跟帖)
实用IGBT焊接电源方案及炸管对策!
全部回复(162)
正序查看
倒序查看
现在还没有回复呢,说说你的想法
主回路的分布电感Ls及快速变化的电流di/dt引起铃振产生高压.主变压器的漏感也会引起极大冲击电流.实际上主要解决结构及主变的工艺,以及直流供电源(535V)有良好的高频通路.
电源的滤波电路:以往用电解电容,但电解电容在高频下阻抗有毫欧级,发热老化,应是“炸管“重大原因!并联CBB电容可提供高频电流通路,但许多焊机并联的电容只有100n或474,几乎杯水车薪 不起作用!实用应并CBB61.10- 70微法~450V,有良好效果.
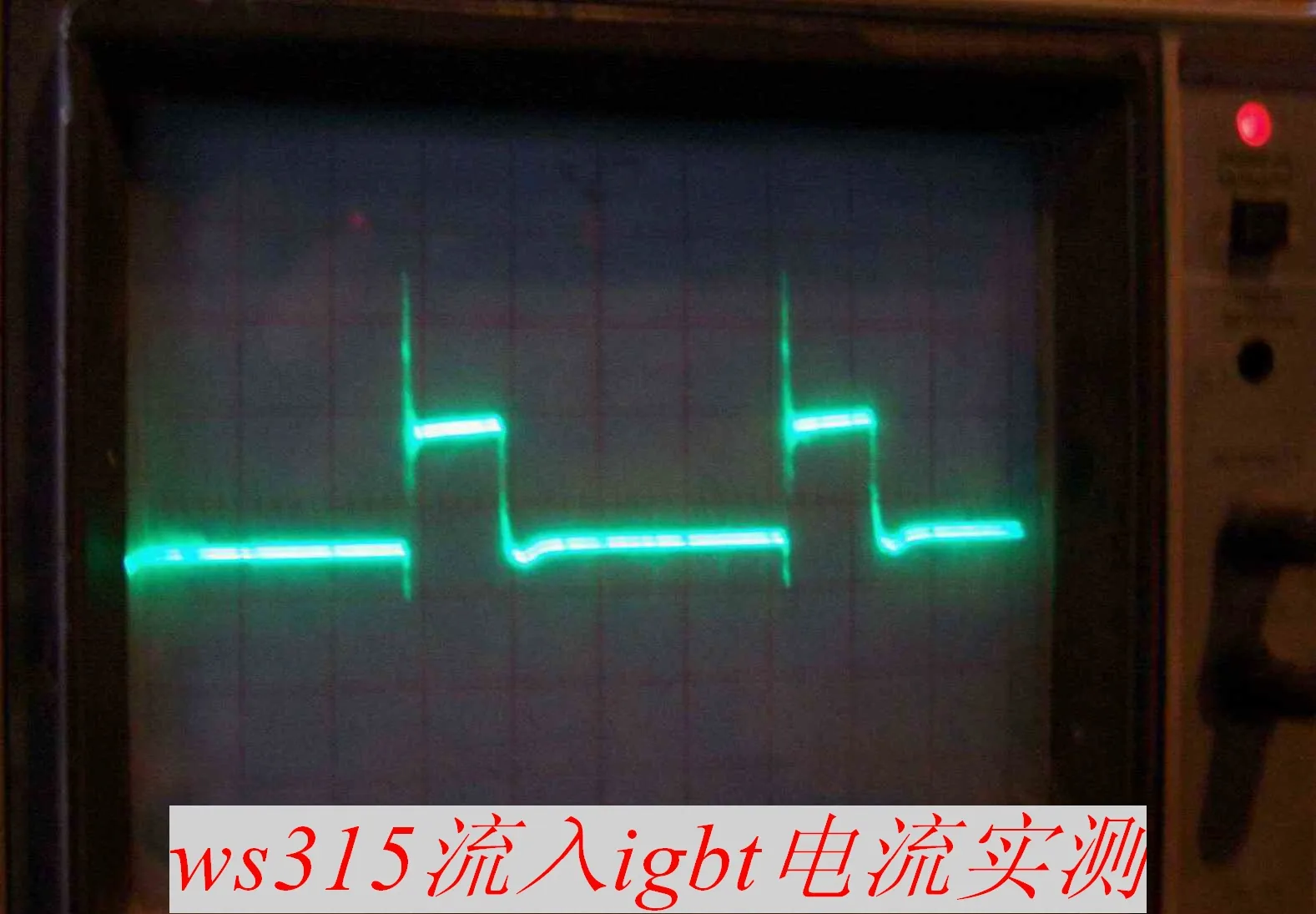
滤波良好的电流波形顶端线条较细(照片用闪光灯变粗,)
主变压器的方案:
S1-初级导线总截面积,S2-次级导线总截面积,对次级全波整流电路,则S2=1.41S1为最好方案.
磁芯用EE128,窗口柱长,漏感小,是WS315机型最合理选择.ZX7-400则首选非晶环!
用UF66这类磁芯比较适宜于半桥电路!
实际上主变压器是整机可靠性关键,大多数波形不良的机器调正线路上元件毫无意义!所以节省别处也决不要省主变压器.
电源的滤波电路:以往用电解电容,但电解电容在高频下阻抗有毫欧级,发热老化,应是“炸管“重大原因!并联CBB电容可提供高频电流通路,但许多焊机并联的电容只有100n或474,几乎杯水车薪 不起作用!实用应并CBB61.10- 70微法~450V,有良好效果.
滤波良好的电流波形顶端线条较细(照片用闪光灯变粗,)
主变压器的方案:
S1-初级导线总截面积,S2-次级导线总截面积,对次级全波整流电路,则S2=1.41S1为最好方案.
磁芯用EE128,窗口柱长,漏感小,是WS315机型最合理选择.ZX7-400则首选非晶环!
用UF66这类磁芯比较适宜于半桥电路!
实际上主变压器是整机可靠性关键,大多数波形不良的机器调正线路上元件毫无意义!所以节省别处也决不要省主变压器.
0
回复
提示
 500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/51/1174024236.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/51/1174024236.jpg');}" onmousewheel="return imgzoom(this);">@lyjy
[图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/51/1174024236.jpg');}"onmousewheel="returnimgzoom(this);">
 500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/51/1174046808.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/51/1174046808.jpg');}" onmousewheel="return imgzoom(this);">
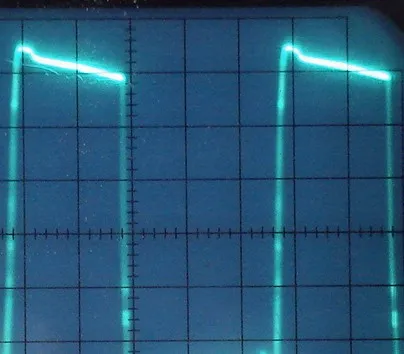
上图为典型不良驱动波形!驱动前沿不快!
上冲尖角表示驱动有漏感(脉冲变压器差)!
顶降为能量不足.
IGBT有效安全工作电流大打折扣!
(估计5折)很易炸管.
0
回复
提示
@lyjy
[图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/51/1174046808.jpg');}"onmousewheel="returnimgzoom(this);">上图为典型不良驱动波形!驱动前沿不快!上冲尖角表示驱动有漏感(脉冲变压器差)!顶降为能量不足.IGBT有效安全工作电流大打折扣!(估计5折)很易炸管.
关注中!
0
回复
提示
@lyjy
[图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/51/1174046808.jpg');}"onmousewheel="returnimgzoom(this);">上图为典型不良驱动波形!驱动前沿不快!上冲尖角表示驱动有漏感(脉冲变压器差)!顶降为能量不足.IGBT有效安全工作电流大打折扣!(估计5折)很易炸管.
1174179130.ppt
上传介诏安全工作区参考材料.
开关频率高,耐冲击电流大,但稳态总损耗也大.这是矛盾!
由于IGBT关断拖尾电流造成开关过程的最重损耗,所以工作频率在20-30KHz合适.
目前,IGBT的技术进步很快,据报导;无拖尾的IGBT己试制成功.
将来会有更加安全工作的IGBT供焊机应用.
上传介诏安全工作区参考材料.
开关频率高,耐冲击电流大,但稳态总损耗也大.这是矛盾!
由于IGBT关断拖尾电流造成开关过程的最重损耗,所以工作频率在20-30KHz合适.
目前,IGBT的技术进步很快,据报导;无拖尾的IGBT己试制成功.
将来会有更加安全工作的IGBT供焊机应用.
0
回复
提示
@lyjy
1174179130.ppt上传介诏安全工作区参考材料.开关频率高,耐冲击电流大,但稳态总损耗也大.这是矛盾!由于IGBT关断拖尾电流造成开关过程的最重损耗,所以工作频率在20-30KHz合适.目前,IGBT的技术进步很快,据报导;无拖尾的IGBT己试制成功.将来会有更加安全工作的IGBT供焊机应用.
早年我们使用IGBT炸管极多,很多老型号的60-100有时关机就坏!
几乎不能测耐压,图示仪打耐压一到拐点就永久失效.
选 新型号的IGBT要选Ices大一些.列几个供参考;
BSM50GB120DN2------Ices=0.8---3.5mA
SKM75GB128D------Ices=0.1---0.3mA
FGL60N100BNTD-----Ices=1mA
一般二手的igbt最好别用!!
下面报告供参考;
4月29日讯,Fairchild半导体公司推出新的1000V/60A IGBT FGL60N100BNTD,具有优异的开关和导通以及在感应加热(IH)应用中的强健雪崩特性.这些感应加热包括感应加热(IH)稻米罐,感应炊具以及微波炉等.新的FGL60N100BNTD把Fairchild所有权的Trench技术和不穿通(NPT)技术组合起来,能得到所期望的雪崩免疫性.器件的雪崩免疫性保护IGBT在关断状态免受雪崩所引起的现场损坏,从而增加了IH应用的可靠性.在IH应用时, FGL60N100BNTD的开关速度经过优化,上升时间典型为130ns,饱和压降低,在Ic=60A时Vcesat=2.5V,从而限制了导通损耗. FGL60N100BNTD中的内置快恢复二极管简化了电路设计,降低了元件数量.
几乎不能测耐压,图示仪打耐压一到拐点就永久失效.
选 新型号的IGBT要选Ices大一些.列几个供参考;
BSM50GB120DN2------Ices=0.8---3.5mA
SKM75GB128D------Ices=0.1---0.3mA
FGL60N100BNTD-----Ices=1mA
一般二手的igbt最好别用!!
下面报告供参考;
4月29日讯,Fairchild半导体公司推出新的1000V/60A IGBT FGL60N100BNTD,具有优异的开关和导通以及在感应加热(IH)应用中的强健雪崩特性.这些感应加热包括感应加热(IH)稻米罐,感应炊具以及微波炉等.新的FGL60N100BNTD把Fairchild所有权的Trench技术和不穿通(NPT)技术组合起来,能得到所期望的雪崩免疫性.器件的雪崩免疫性保护IGBT在关断状态免受雪崩所引起的现场损坏,从而增加了IH应用的可靠性.在IH应用时, FGL60N100BNTD的开关速度经过优化,上升时间典型为130ns,饱和压降低,在Ic=60A时Vcesat=2.5V,从而限制了导通损耗. FGL60N100BNTD中的内置快恢复二极管简化了电路设计,降低了元件数量.
0
回复
提示
@lyjy
[图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/51/1174024236.jpg');}"onmousewheel="returnimgzoom(this);">
上图的电流波形为电流环串在+极电源线中测得,与串入主变相似.
前沿有铃振毛刺,不跟随电流增大比例增大.
上冲毛刺高端有一段细毛刺,当主变输出粗线上套磁环便去掉了,但PC30磁环很烫手,用三黄一白磁环也烫,目前我还没办法?哪位高手出个主意!!
前沿有铃振毛刺,不跟随电流增大比例增大.
上冲毛刺高端有一段细毛刺,当主变输出粗线上套磁环便去掉了,但PC30磁环很烫手,用三黄一白磁环也烫,目前我还没办法?哪位高手出个主意!!
0
回复
提示
@学徒.
天天在跟,不想破坏大师贴的连惯性.
学徒,你好!!!我注意你地帖子很久了,其实你是一位高手,能与你交个朋友吗??我想大家都是学技术地,大家共同交流,共同提高,对焊机(IGBT)炸块我也经历,炸得胆颤心惊,这完全是炸钱呀!用示波器测试波形也不一定能够解决问题,左思右想,降压工作也许安全,后用整流0-300直流可调供电,终于解决炸块现象,使维修成本得以降低.向你请教苏州电讯电机厂生产地焊机风机250F8Y-D,24槽2极电机地接线方式,我重绕线圈后,不知怎样接线风机不转能告之吗,谢谢!!!电话0813-8892427,愿与你成为好朋友!!!
0
回复
提示
@lyjy
上图的电流波形为电流环串在+极电源线中测得,与串入主变相似.前沿有铃振毛刺,不跟随电流增大比例增大.上冲毛刺高端有一段细毛刺,当主变输出粗线上套磁环便去掉了,但PC30磁环很烫手,用三黄一白磁环也烫,目前我还没办法?哪位高手出个主意!!
关于IGBT电流选取;
例输出315A,主变N=8,主变初级I1=A/N=315/8=39.3A.
选50A的IGBT实际余量也不大.N=8.5—9比效安全,但是空载电压会低一点,要考虑弧焊实用效果.
国外产品散热片似镜面,铝材也优,热传导良好.
散热片的肉也要厚,否则igbt与散热片温差太大,即使面积很大也没用.
有兴趣可参考“奥太”机,散热片用得正宗!
例输出315A,主变N=8,主变初级I1=A/N=315/8=39.3A.
选50A的IGBT实际余量也不大.N=8.5—9比效安全,但是空载电压会低一点,要考虑弧焊实用效果.
国外产品散热片似镜面,铝材也优,热传导良好.
散热片的肉也要厚,否则igbt与散热片温差太大,即使面积很大也没用.
有兴趣可参考“奥太”机,散热片用得正宗!
0
回复
提示
@lyjy
关于IGBT电流选取;例输出315A,主变N=8,主变初级I1=A/N=315/8=39.3A.选50A的IGBT实际余量也不大.N=8.5—9比效安全,但是空载电压会低一点,要考虑弧焊实用效果.国外产品散热片似镜面,铝材也优,热传导良好.散热片的肉也要厚,否则igbt与散热片温差太大,即使面积很大也没用.有兴趣可参考“奥太”机,散热片用得正宗!
关于过流及过流保护问题!
我认为一台焊接电源允许短路工作,在正常条件下不存在过流!
通常在主回路串入电流环过流自锁式保护及过热保护就行了.
(参考瑞凌机的保护)
大多数炸管在小电流就发生了,都不是过流,而是电路不良!
实践证明:结构合理、波形良好、元器件可靠、电路优选,IGBT基本上不炸.
否则,其它过流、软关、等等复杂的保护电路基本上无效.
我认为一台焊接电源允许短路工作,在正常条件下不存在过流!
通常在主回路串入电流环过流自锁式保护及过热保护就行了.
(参考瑞凌机的保护)
大多数炸管在小电流就发生了,都不是过流,而是电路不良!
实践证明:结构合理、波形良好、元器件可靠、电路优选,IGBT基本上不炸.
否则,其它过流、软关、等等复杂的保护电路基本上无效.
0
回复
提示
@lyjy
关于过流及过流保护问题!我认为一台焊接电源允许短路工作,在正常条件下不存在过流!通常在主回路串入电流环过流自锁式保护及过热保护就行了.(参考瑞凌机的保护)大多数炸管在小电流就发生了,都不是过流,而是电路不良!实践证明:结构合理、波形良好、元器件可靠、电路优选,IGBT基本上不炸.否则,其它过流、软关、等等复杂的保护电路基本上无效.
关于IGBT上的吸收板及吸收电路;
早期大家用IGBT心中没底,所以每个管子都加RCD吸收.
一个全桥电路12个元件,处于高危险高频电压上.
维修实践反映;由于吸收板烂掉,击穿烧焦板引起炸管比效常见!
“威特力”机多年前早就去掉了,只在靠近IGBT的直流正负端子上加一个3微法CBB电容,及一组RC.
值得参考.(当然不必生搬硬套)
早期大家用IGBT心中没底,所以每个管子都加RCD吸收.
一个全桥电路12个元件,处于高危险高频电压上.
维修实践反映;由于吸收板烂掉,击穿烧焦板引起炸管比效常见!
“威特力”机多年前早就去掉了,只在靠近IGBT的直流正负端子上加一个3微法CBB电容,及一组RC.
值得参考.(当然不必生搬硬套)
0
回复
提示
@lyjy
关于IGBT上的吸收板及吸收电路;早期大家用IGBT心中没底,所以每个管子都加RCD吸收.一个全桥电路12个元件,处于高危险高频电压上.维修实践反映;由于吸收板烂掉,击穿烧焦板引起炸管比效常见!“威特力”机多年前早就去掉了,只在靠近IGBT的直流正负端子上加一个3微法CBB电容,及一组RC.值得参考.(当然不必生搬硬套)
1.IGBT(西门子)选用,主压器初级最大电流是IGBT四分之三
2.工作时IGBT C极与E极电压(440V)不能超过700V
3.驱动前后延有的慢,不会烧管,只会降低负载率(有温度开关保护在75度以内)
4.开关机注意波形一定要有关掉波形功能.
5.空载主变压器电流不能超过2A
2.工作时IGBT C极与E极电压(440V)不能超过700V
3.驱动前后延有的慢,不会烧管,只会降低负载率(有温度开关保护在75度以内)
4.开关机注意波形一定要有关掉波形功能.
5.空载主变压器电流不能超过2A
0
回复
提示
@lyjy
[图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/51/1174046808.jpg');}"onmousewheel="returnimgzoom(this);">上图为典型不良驱动波形!驱动前沿不快!上冲尖角表示驱动有漏感(脉冲变压器差)!顶降为能量不足.IGBT有效安全工作电流大打折扣!(估计5折)很易炸管.
典型驱动波形是什么样?能发一下吗?
0
回复
提示
@inlinl
1.IGBT(西门子)选用,主压器初级最大电流是IGBT四分之三2.工作时IGBTC极与E极电压(440V)不能超过700V3.驱动前后延有的慢,不会烧管,只会降低负载率(有温度开关保护在75度以内)4.开关机注意波形一定要有关掉波形功能.5.空载主变压器电流不能超过2A
赞成,第4是否指开机有二个延时;
先软起动(整流桥后电容充电),后解锁让SG3525工作!
此项功能能防止焊条与工件在短路状态下开机烧起动线绕电阻.
烧掉电阻后烧继电器,再进一步而炸IGBT!
我们出的实用机都加二个延时.
能防止工人粗操作中引起机损,事半功倍!
先软起动(整流桥后电容充电),后解锁让SG3525工作!
此项功能能防止焊条与工件在短路状态下开机烧起动线绕电阻.
烧掉电阻后烧继电器,再进一步而炸IGBT!
我们出的实用机都加二个延时.
能防止工人粗操作中引起机损,事半功倍!
0
回复
提示
@lyjy
[图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/51/1174046808.jpg');}"onmousewheel="returnimgzoom(this);">上图为典型不良驱动波形!驱动前沿不快!上冲尖角表示驱动有漏感(脉冲变压器差)!顶降为能量不足.IGBT有效安全工作电流大打折扣!(估计5折)很易炸管.
你好,那请再贴一个图好的是怎么样的,比较一下嘛!谢谢!
0
回复
提示
@alex0663
你好,那请再贴一个图好的是怎么样的,比较一下嘛!谢谢!
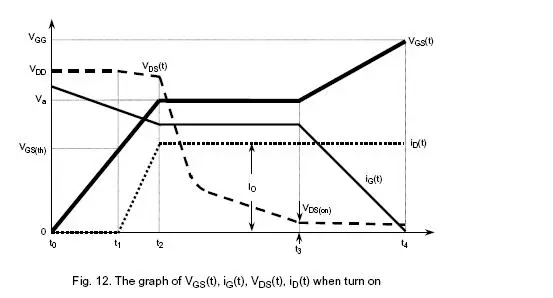 500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/51/1174446977.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/51/1174446977.jpg');}" onmousewheel="return imgzoom(this);">
上图是原理.实际的照片过几天照下来发网上,请等几天!
0
回复
提示
@lyjy
关于IGBT上的吸收板及吸收电路;早期大家用IGBT心中没底,所以每个管子都加RCD吸收.一个全桥电路12个元件,处于高危险高频电压上.维修实践反映;由于吸收板烂掉,击穿烧焦板引起炸管比效常见!“威特力”机多年前早就去掉了,只在靠近IGBT的直流正负端子上加一个3微法CBB电容,及一组RC.值得参考.(当然不必生搬硬套)
关于主变压器:
输入~380v,空载试1小时,若磁芯烫手(≥70度)
应检查主变磁芯质量是否差,或匝数少.焊机就不够可靠.
实用2付EE110并用,牌PC-30,N1=17,电流环Ns=200,R=20,实测波形Vs=100mV.
计算主变空载电流约1A,满压空载1小时略为温手,应很可靠.
输入~380v,空载试1小时,若磁芯烫手(≥70度)
应检查主变磁芯质量是否差,或匝数少.焊机就不够可靠.
实用2付EE110并用,牌PC-30,N1=17,电流环Ns=200,R=20,实测波形Vs=100mV.
计算主变空载电流约1A,满压空载1小时略为温手,应很可靠.
0
回复
提示
@lyjy
关于IGBT上的吸收板及吸收电路;早期大家用IGBT心中没底,所以每个管子都加RCD吸收.一个全桥电路12个元件,处于高危险高频电压上.维修实践反映;由于吸收板烂掉,击穿烧焦板引起炸管比效常见!“威特力”机多年前早就去掉了,只在靠近IGBT的直流正负端子上加一个3微法CBB电容,及一组RC.值得参考.(当然不必生搬硬套)
尽可能减低主变的漏感,若初级次级耦合不紧也视为漏感.
关于开关变压器制作工艺,有关书介诏很多,帖子上难说明白!
判断漏感大小的一种办法,在实际调试或摩机时可用示波器观察电流环电流波形后沿;
若主变漏感大,则铃振毛刺很大,有可能威胁到IGBT安全!
一方面改进主变工艺,这极为关键!另外也可以试验加RC阻尼吸收电路.
上面的帖图(5帖)电流波形后沿已吸收干净.
关于开关变压器制作工艺,有关书介诏很多,帖子上难说明白!
判断漏感大小的一种办法,在实际调试或摩机时可用示波器观察电流环电流波形后沿;
若主变漏感大,则铃振毛刺很大,有可能威胁到IGBT安全!
一方面改进主变工艺,这极为关键!另外也可以试验加RC阻尼吸收电路.
上面的帖图(5帖)电流波形后沿已吸收干净.
0
回复
提示
@lyjy
关于IGBT上的吸收板及吸收电路;早期大家用IGBT心中没底,所以每个管子都加RCD吸收.一个全桥电路12个元件,处于高危险高频电压上.维修实践反映;由于吸收板烂掉,击穿烧焦板引起炸管比效常见!“威特力”机多年前早就去掉了,只在靠近IGBT的直流正负端子上加一个3微法CBB电容,及一组RC.值得参考.(当然不必生搬硬套)
实用焊机的控制电路怎么样才算很好!
焊机电源总是以短路开始工作!
所以在短路时,首先控制环路应仍然稳定,
其次仍有高速的响应.
我曾测试过一台国内品牌WS-315逆变焊机,即使输出短路在10A.
机内无丝丝声!
调小到5A甚至于3A仍然无丝丝声,波形不短缺脉冲或跳脉冲!
测试结果令人惊讶,也很振奋,控制电路特性突破输出电压占空比的概念是可以做到的!
为什么呢?
焊机电源总是以短路开始工作!
所以在短路时,首先控制环路应仍然稳定,
其次仍有高速的响应.
我曾测试过一台国内品牌WS-315逆变焊机,即使输出短路在10A.
机内无丝丝声!
调小到5A甚至于3A仍然无丝丝声,波形不短缺脉冲或跳脉冲!
测试结果令人惊讶,也很振奋,控制电路特性突破输出电压占空比的概念是可以做到的!
为什么呢?
0
回复
提示
@lyjy
实用焊机的控制电路怎么样才算很好!焊机电源总是以短路开始工作!所以在短路时,首先控制环路应仍然稳定,其次仍有高速的响应.我曾测试过一台国内品牌WS-315逆变焊机,即使输出短路在10A.机内无丝丝声!调小到5A甚至于3A仍然无丝丝声,波形不短缺脉冲或跳脉冲!测试结果令人惊讶,也很振奋,控制电路特性突破输出电压占空比的概念是可以做到的!为什么呢?
同感.一般在小电流时不因为降频而产生躁声,大都是在电感上做文章.在反馈电路上的参数要调整好应该可以做到.早些年给朋友设计一套等离子焊机.150A,小电流在1A,也是出现断波.后来也花了一段时间.水平有限只好在PID叁数上做文章,还好.
早期时用的是GTR.TL494.发上来大家指正一下啊.
早期时用的是GTR.TL494.发上来大家指正一下啊.
0
回复
提示
@lyjy
实用焊机的控制电路怎么样才算很好!焊机电源总是以短路开始工作!所以在短路时,首先控制环路应仍然稳定,其次仍有高速的响应.我曾测试过一台国内品牌WS-315逆变焊机,即使输出短路在10A.机内无丝丝声!调小到5A甚至于3A仍然无丝丝声,波形不短缺脉冲或跳脉冲!测试结果令人惊讶,也很振奋,控制电路特性突破输出电压占空比的概念是可以做到的!为什么呢?
同感.一般在小电流时不因为降频而产生躁声,大都是在电感上做文章.在反馈电路上的参数要调整好应该可以做到.早些年给朋友设计一套等离子焊机.150A,小电流在1A,也是出现断波.后来也花了一段时间.水平有限只好在PID叁数上做文章,还好.
早期时用的是GTR.TL494.发上来大家指正一下啊.1175046333.s01
早期时用的是GTR.TL494.发上来大家指正一下啊.1175046333.s01
0
回复
提示
