
探讨下向焊(纤维素)焊条对焊接电源有何特殊要求?
下向焊在大管径管道焊接中应用越来越普遍,我是做焊机销售和维修的.从接触的国内多种管道焊机看,焊接效果都不是太理想.大家共同探讨一下如何设计焊机电源才能适应下向焊?
全部回复(29)
正序查看
倒序查看
现在还没有回复呢,说说你的想法
@yjx8828
能祥细谈谈吗?松下、奥太、威特力等国内一些向下焊机的通病就是容易断弧
所谓弧焊电源的动特性,是指焊接电源对焊接电弧这样的动负载所输出的电流和电压与时间的关系,是衡量焊接电源对负载瞬变的反应能力.由于存在金属熔滴的短路过渡,使负载状态常在燃弧和短路之间切换.
短路电流对焊接接头的加热、焊缝的熔深和成形的作用不大,影响焊缝的熔深和成形主要是燃弧能量,即燃弧的电流和电压.由于焊接时存在短路过程,故电源电压不能太高,则稳态时的燃弧电流较小,所以短路结束后的电流变化过程是燃弧能力的重要组成部分.也就是说,焊机的动态特性对焊缝成形和熔深有重要的影响.动特性越慢,短路结束后电流过渡时间越长,所提供的燃弧能力越大,焊缝成形越好,熔深越大.但过慢的动特性又会使电流增长率过缓,而导致飞溅严重,甚至破坏电弧的稳定性.所以,必须选用适当的动特性电源来保证焊接工艺的要求.
短路电流对焊接接头的加热、焊缝的熔深和成形的作用不大,影响焊缝的熔深和成形主要是燃弧能量,即燃弧的电流和电压.由于焊接时存在短路过程,故电源电压不能太高,则稳态时的燃弧电流较小,所以短路结束后的电流变化过程是燃弧能力的重要组成部分.也就是说,焊机的动态特性对焊缝成形和熔深有重要的影响.动特性越慢,短路结束后电流过渡时间越长,所提供的燃弧能力越大,焊缝成形越好,熔深越大.但过慢的动特性又会使电流增长率过缓,而导致飞溅严重,甚至破坏电弧的稳定性.所以,必须选用适当的动特性电源来保证焊接工艺的要求.
0
回复
提示
@joyme
所谓弧焊电源的动特性,是指焊接电源对焊接电弧这样的动负载所输出的电流和电压与时间的关系,是衡量焊接电源对负载瞬变的反应能力.由于存在金属熔滴的短路过渡,使负载状态常在燃弧和短路之间切换.短路电流对焊接接头的加热、焊缝的熔深和成形的作用不大,影响焊缝的熔深和成形主要是燃弧能量,即燃弧的电流和电压.由于焊接时存在短路过程,故电源电压不能太高,则稳态时的燃弧电流较小,所以短路结束后的电流变化过程是燃弧能力的重要组成部分.也就是说,焊机的动态特性对焊缝成形和熔深有重要的影响.动特性越慢,短路结束后电流过渡时间越长,所提供的燃弧能力越大,焊缝成形越好,熔深越大.但过慢的动特性又会使电流增长率过缓,而导致飞溅严重,甚至破坏电弧的稳定性.所以,必须选用适当的动特性电源来保证焊接工艺的要求.
谢谢你,我想问一下,是不是向下焊焊条的特殊成份使熔滴的过渡形式与其它焊条(507)相比发生了变化,所以对焊接电源的动特性有了特殊要求?
0
回复
提示
@wangcd18
我这里有管道专用焊机,现已应用很多,我们是跟搞管道工艺的单位合作共同研发,完全符合管道下向焊的工艺要求,可以用在发电机组,或拖拉机组上,电网的适应能力极强.焊接后缺陷少.一次合格率高. 可以预设焊接电流,面板操作简单,只有电流和推力调节,整机维修简单,电工稍加培训即可. 交流邮箱:wangcd18@sohu.com
中国焊接论坛http://www.weldbbs.com
0
回复
提示
@董万华
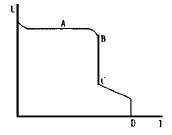
高的带载弧电压,大引弧电流持续0.5-2秒可调.
软开关下向焊弧长拉不长
想提高下图中A段的电压
 500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/53/1419041178587379.bmp');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/53/1419041178587379.bmp');}" onmousewheel="return imgzoom(this);">
请问有什么办法?
想提高下图中A段的电压
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/53/1419041178587379.bmp');}" onmousewheel="return imgzoom(this);">
请问有什么办法?
0
回复
提示
