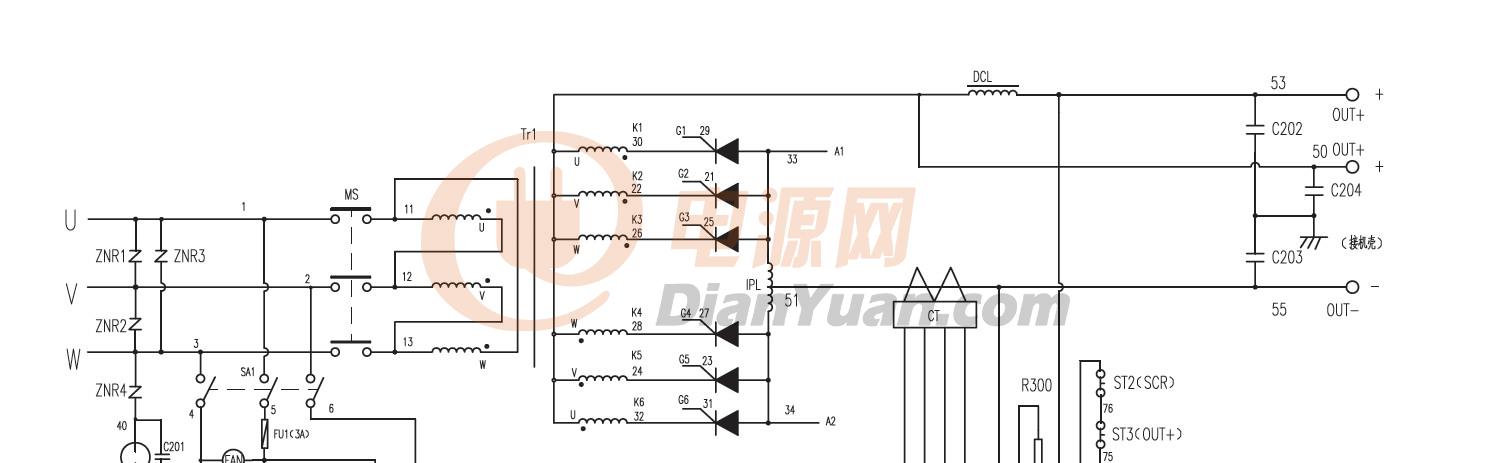
各位师傅 如果可控硅整流焊机 两组可控硅(每组3只)电流不平衡会有什么后果呢?
今天把一台坏了很久的唐山开元ZD5-1250 拆开 以前是一组有电流 一组没有(用钳流表测的直流电流) 把主机线路板修了下 装上 发现 一边的焊接工作电流时 100A 70A 130A 另一边是 160A 100A 140A 两边在平衡电抗器上相差大概100多的电流 而且电流不稳 大概有50+左右的跳动 然后我找了一台我测量过两边都很稳定的机器拆了它的线路板 装这里还是这样 然后我把70A那只可控硅换掉了 装在修的线路板上 两边基本差不多 然后手残换了稳定的那块板又出现原来的状况 两边电流不稳 不平衡 现在很纠结 这样的不平衡是不是会对焊机造成很大的影响 因为两组可控硅不是同个厂家 我是不是需要把这6个可控硅换成一个厂家的?