
埋弧焊维修探讨
想结交维修埋弧焊机的朋友,本人喜欢了解维修埋弧焊机。
全部回复(46)
正序查看
倒序查看
现在还没有回复呢,说说你的想法
@zhugang
QQ 1260831735
埋弧焊故障检修:
故障现象是断弧,断弧分两种,一种是在焊接时候断弧。第二种是起弧时候断弧。
检修方法,第一先判断断弧现象是前者还是后者。
如果是前者,就要观察断弧在焊接时的状态了,这种断弧要以这么几个地方需要检查。先观察机械部分,也就是送丝机构。方法很简单,先把压紧轮校直轮都松开。用手在导电嘴处下拉焊丝,感觉阻力大小。正常的情况下是很顺滑的,阻力一直没有卡死现象。如果你发现焊丝要很费力的拉出,说明送丝阻力大,要找到原因,一般都是导电嘴有脏东西,更换新的导电嘴(还有送丝轮打滑)。或者是焊丝某个位置送丝不畅找到原因解决掉。还要观察在送丝的时候,看下,焊丝上的痕迹,如果明显有送丝轮的咬痕,就说明阻力大。(如果你在焊接不锈钢的时候出现断弧问题,请减小焊接电流,我就遇见一位很暴力的焊工,4毫米的焊丝电流要达到7500至800,他还理直气壮的说板厚怕焊不透,我无话可说。这是发牢骚)
如果送丝的机械部分没有问题,我们就要检查电路了。先检查控制电缆,Z(5)D-1000,之间连接的14芯电缆MZ-1.当然不同的厂家的控制原理不同,现就威达的电源来说,检查控制线,7号8号。这两根是电流检测,如果这两根线开路或是虚接就会导致断弧。
当然也不排除焊机电源的焊接电缆正负极接反,如果正负极接反就会导致弧压无法反馈到小车控制扳。没有弧压送丝电路就不能实现高速送丝,结果就导致断弧,所以这种可能也是有。
如果控制线和电缆没有发现问题,我们就要检查电源内的电流检测板了,也叫电子干簧板。(以前的机型是直接用干簧管的,现在因干簧管有年限不稳定就改为电子的干簧管了)此板子不大有半个烟盒大小,检查是要启动焊接,必须有电流时观看此板上的指示灯,在没有焊接电流时指示灯是暗的。只在有了焊接电流后此灯才会发光指示。判定板子时先要检查板子的供电9伏,在检查连接分流器的电流反馈线和连接航插7号8号的连线。以上没有问题后,就可以确定电子干簧管是否正常(有电流就亮,没电流就是暗的)。如果指示灯在焊接有电流时没有点亮说明此板已损坏,需更换。
电子干簧板正常,接下来我们就应该检查小车控制板了。小车板子的检查很简单,我们先把焊丝从机头内取出。然后启动小车上的焊接按钮,这是小车上就有空载电压了。有空载电压后我们要把主电源内的干簧板子上的连线(也就是连接航插7号8号连线)短接,调整弧压电位器,观察送丝电机的转速。正常时,在空载电压并短接主电源内航插上的7号8号线后,通过小车弧压电位器调整,电机的转速就会跟着变化,当然变化范围不是很大。只要速度变化就说明小车控制板是好的,控制电缆是好的,如果不变化,请检查控制板上的K2继电器是否吸合,如果吸合说明控制板损坏,更换控制板或是维修。
后者断弧直接检查电子干簧管板子,一般指示灯在焊接电流时也是暗的。(更换板子)
若有不对之处请大家补充
0
回复
提示
@zhugang
埋弧焊故障检修:故障现象是断弧,断弧分两种,一种是在焊接时候断弧。第二种是起弧时候断弧。检修方法,第一先判断断弧现象是前者还是后者。如果是前者,就要观察断弧在焊接时的状态了,这种断弧要以这么几个地方需要检查。先观察机械部分,也就是送丝机构。方法很简单,先把压紧轮校直轮都松开。用手在导电嘴处下拉焊丝,感觉阻力大小。正常的情况下是很顺滑的,阻力一直没有卡死现象。如果你发现焊丝要很费力的拉出,说明送丝阻力大,要找到原因,一般都是导电嘴有脏东西,更换新的导电嘴(还有送丝轮打滑)。或者是焊丝某个位置送丝不畅找到原因解决掉。还要观察在送丝的时候,看下,焊丝上的痕迹,如果明显有送丝轮的咬痕,就说明阻力大。(如果你在焊接不锈钢的时候出现断弧问题,请减小焊接电流,我就遇见一位很暴力的焊工,4毫米的焊丝电流要达到7500至800,他还理直气壮的说板厚怕焊不透,我无话可说。这是发牢骚) 如果送丝的机械部分没有问题,我们就要检查电路了。先检查控制电缆,Z(5)D-1000,之间连接的14芯电缆MZ-1.当然不同的厂家的控制原理不同,现就威达的电源来说,检查控制线,7号8号。这两根是电流检测,如果这两根线开路或是虚接就会导致断弧。 当然也不排除焊机电源的焊接电缆正负极接反,如果正负极接反就会导致弧压无法反馈到小车控制扳。没有弧压送丝电路就不能实现高速送丝,结果就导致断弧,所以这种可能也是有。 如果控制线和电缆没有发现问题,我们就要检查电源内的电流检测板了,也叫电子干簧板。(以前的机型是直接用干簧管的,现在因干簧管有年限不稳定就改为电子的干簧管了)此板子不大有半个烟盒大小,检查是要启动焊接,必须有电流时观看此板上的指示灯,在没有焊接电流时指示灯是暗的。只在有了焊接电流后此灯才会发光指示。判定板子时先要检查板子的供电9伏,在检查连接分流器的电流反馈线和连接航插7号8号的连线。以上没有问题后,就可以确定电子干簧管是否正常(有电流就亮,没电流就是暗的)。如果指示灯在焊接有电流时没有点亮说明此板已损坏,需更换。 电子干簧板正常,接下来我们就应该检查小车控制板了。小车板子的检查很简单,我们先把焊丝从机头内取出。然后启动小车上的焊接按钮,这是小车上就有空载电压了。有空载电压后我们要把主电源内的干簧板子上的连线(也就是连接航插7号8号连线)短接,调整弧压电位器,观察送丝电机的转速。正常时,在空载电压并短接主电源内航插上的7号8号线后,通过小车弧压电位器调整,电机的转速就会跟着变化,当然变化范围不是很大。只要速度变化就说明小车控制板是好的,控制电缆是好的,如果不变化,请检查控制板上的K2继电器是否吸合,如果吸合说明控制板损坏,更换控制板或是维修。 后者断弧直接检查电子干簧管板子,一般指示灯在焊接电流时也是暗的。(更换板子) 若有不对之处请大家补充

0
回复
提示


@小徒工
QQ285798881经常维修开元的师傅能给份威达的说明书么清晰点的谢谢[图片]
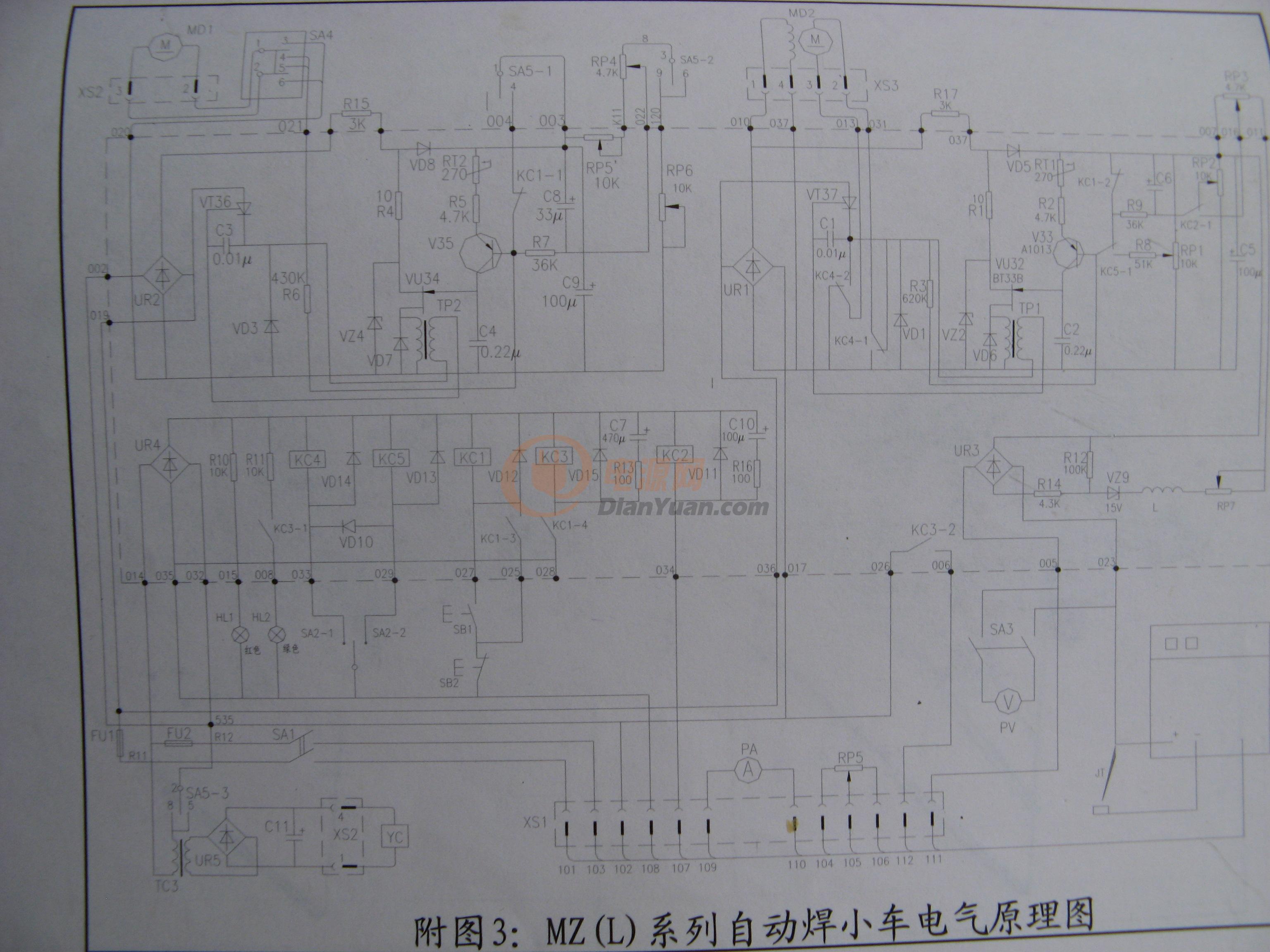
Kz-1箱控制原理:
由弧焊电源为小车控制系统提供控制电源,经总控开关SA1 送入直流调速控制电路
板,分别驱动送丝电机和行走电机工作。其原理参见附图3,附图4 为控制系统电气接
线图。
本焊机送丝及行走控制线路基本一致,均采用单相全波晶闸管整流调速线路,UR1、
UR2 的输入电压为AC110V,其直流输出电压为110V。VZ2、VZ4 的电压为+12V 稳压波形,
在VD5、VD8 后则为+12V(C5、C9 滤波)。
控制电压由交流27V 经UR4 整流为直流24V 而成。
手动进丝时,按SA2-2,KC5 动作,V33 通过RT1、R2、R8 及RP1 形成基极回路从
而向C2 充电,再通过VU32、TP1 产生脉冲信号触发VT37,从而驱动电机;而退丝时,按SA2-1,KC4、KC5 同时动作,KC4 控制电机正反转。调整RP1 的分压,可改变手动进
退丝的速度。
按SB1,KC1 动作,KC1-3 自锁保持启动,KC1-1、KC1-2 解除对V35、V33 的封锁,
此时V33 通过RT1、R2、R9、RP2 形成基极回路,从而对C2 充电,再通过VR32、TP1 触
发VT37,从而得到慢送丝,慢送丝速度由RP2 调节的分压决定;KC1-4 闭合,带动KC3
动作,KC3-1 闭合,焊接指示灯亮,KC3-2 闭合,远控启动弧焊电源,焊接开始。当引
燃电弧后,弧焊电源内的电流继电器动作,从而带动KC2 动作。此时V33 通过RT1、R2、
RP3 形成基极及驱动电路,送丝速度由RP3 分压决定,而RP3 的给定电压是由U3 即焊
接电压整流分压而得。因此,当焊接电压变化时送丝速度相应改变,从而自动调节电弧
电压(注:RP1、RP2 为出厂值,用户请勿自行调节)。
焊接完毕时,按SB2,KC1、KC4 同时动作,送丝和行走停止,而KC3 延时动作,电
弧返烧,防止粘丝并填补弧坑。
0
回复
提示
@zhugang
埋弧焊故障检修:故障现象是断弧,断弧分两种,一种是在焊接时候断弧。第二种是起弧时候断弧。检修方法,第一先判断断弧现象是前者还是后者。如果是前者,就要观察断弧在焊接时的状态了,这种断弧要以这么几个地方需要检查。先观察机械部分,也就是送丝机构。方法很简单,先把压紧轮校直轮都松开。用手在导电嘴处下拉焊丝,感觉阻力大小。正常的情况下是很顺滑的,阻力一直没有卡死现象。如果你发现焊丝要很费力的拉出,说明送丝阻力大,要找到原因,一般都是导电嘴有脏东西,更换新的导电嘴(还有送丝轮打滑)。或者是焊丝某个位置送丝不畅找到原因解决掉。还要观察在送丝的时候,看下,焊丝上的痕迹,如果明显有送丝轮的咬痕,就说明阻力大。(如果你在焊接不锈钢的时候出现断弧问题,请减小焊接电流,我就遇见一位很暴力的焊工,4毫米的焊丝电流要达到7500至800,他还理直气壮的说板厚怕焊不透,我无话可说。这是发牢骚) 如果送丝的机械部分没有问题,我们就要检查电路了。先检查控制电缆,Z(5)D-1000,之间连接的14芯电缆MZ-1.当然不同的厂家的控制原理不同,现就威达的电源来说,检查控制线,7号8号。这两根是电流检测,如果这两根线开路或是虚接就会导致断弧。 当然也不排除焊机电源的焊接电缆正负极接反,如果正负极接反就会导致弧压无法反馈到小车控制扳。没有弧压送丝电路就不能实现高速送丝,结果就导致断弧,所以这种可能也是有。 如果控制线和电缆没有发现问题,我们就要检查电源内的电流检测板了,也叫电子干簧板。(以前的机型是直接用干簧管的,现在因干簧管有年限不稳定就改为电子的干簧管了)此板子不大有半个烟盒大小,检查是要启动焊接,必须有电流时观看此板上的指示灯,在没有焊接电流时指示灯是暗的。只在有了焊接电流后此灯才会发光指示。判定板子时先要检查板子的供电9伏,在检查连接分流器的电流反馈线和连接航插7号8号的连线。以上没有问题后,就可以确定电子干簧管是否正常(有电流就亮,没电流就是暗的)。如果指示灯在焊接有电流时没有点亮说明此板已损坏,需更换。 电子干簧板正常,接下来我们就应该检查小车控制板了。小车板子的检查很简单,我们先把焊丝从机头内取出。然后启动小车上的焊接按钮,这是小车上就有空载电压了。有空载电压后我们要把主电源内的干簧板子上的连线(也就是连接航插7号8号连线)短接,调整弧压电位器,观察送丝电机的转速。正常时,在空载电压并短接主电源内航插上的7号8号线后,通过小车弧压电位器调整,电机的转速就会跟着变化,当然变化范围不是很大。只要速度变化就说明小车控制板是好的,控制电缆是好的,如果不变化,请检查控制板上的K2继电器是否吸合,如果吸合说明控制板损坏,更换控制板或是维修。 后者断弧直接检查电子干簧管板子,一般指示灯在焊接电流时也是暗的。(更换板子) 若有不对之处请大家补充
0
回复
提示

@zhugang
Kz-1箱控制原理:由弧焊电源为小车控制系统提供控制电源,经总控开关SA1送入直流调速控制电路板,分别驱动送丝电机和行走电机工作。其原理参见附图3,附图4为控制系统电气接线图。本焊机送丝及行走控制线路基本一致,均采用单相全波晶闸管整流调速线路,UR1、UR2的输入电压为AC110V,其直流输出电压为110V。VZ2、VZ4的电压为+12V稳压波形,在VD5、VD8后则为+12V(C5、C9滤波)。控制电压由交流27V经UR4整流为直流24V而成。手动进丝时,按SA2-2,KC5动作,V33通过RT1、R2、R8及RP1形成基极回路从而向C2充电,再通过VU32、TP1产生脉冲信号触发VT37,从而驱动电机;而退丝时,按SA2-1,KC4、KC5同时动作,KC4控制电机正反转。调整RP1的分压,可改变手动进退丝的速度。按SB1,KC1动作,KC1-3自锁保持启动,KC1-1、KC1-2解除对V35、V33的封锁,此时V33通过RT1、R2、R9、RP2形成基极回路,从而对C2充电,再通过VR32、TP1触发VT37,从而得到慢送丝,慢送丝速度由RP2调节的分压决定;KC1-4闭合,带动KC3动作,KC3-1闭合,焊接指示灯亮,KC3-2闭合,远控启动弧焊电源,焊接开始。当引燃电弧后,弧焊电源内的电流继电器动作,从而带动KC2动作。此时V33通过RT1、R2、RP3形成基极及驱动电路,送丝速度由RP3分压决定,而RP3的给定电压是由U3即焊接电压整流分压而得。因此,当焊接电压变化时送丝速度相应改变,从而自动调节电弧电压(注:RP1、RP2为出厂值,用户请勿自行调节)。焊接完毕时,按SB2,KC1、KC4同时动作,送丝和行走停止,而KC3延时动作,电弧返烧,防止粘丝并填补弧坑。
谢谢您!学习中 0
回复
提示
 详细的很了
详细的很了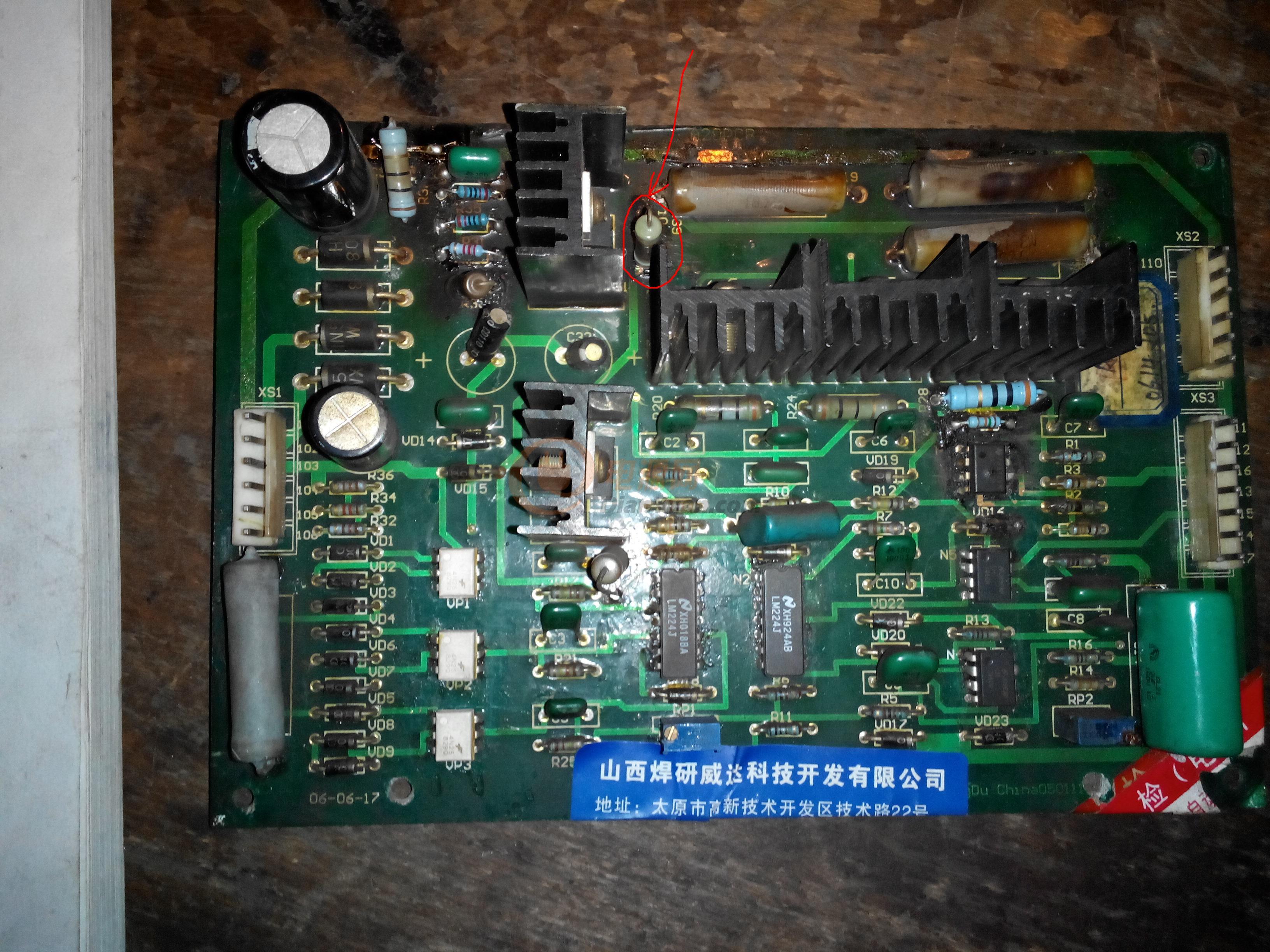
@evanliuyu1
新手手求助各位大侠,看看可怜的主机板吧谁有威达1250主机小车电路原理图电路板无空载电压,此板子刚从太原返厂维修回来,插上后无空载电压电路板上方一个电阻发烫,红圈标注,什么原因?可气的是返厂没有修好竟然发过来了![图片]
这个板子是很久以前用过一段时间,不过LM337, 317不稳定。建议换大板子吧,这个板子和大板子的区别就是板子上的供电,你这个板子是337,317.大板子是7815,7915.如果想自己维修可以在网上了解下337稳压电路原理就会维修了,如果做模拟焊接就要接外围电路了。有问题请联系QQ。
如果没有空载电压说明两个问题:1是软启动没有分离,导致主板比较器不能反转输出。
2主板是坏的。
0
回复
提示
@zhugang
这个板子是很久以前用过一段时间,不过LM337,317不稳定。建议换大板子吧,这个板子和大板子的区别就是板子上的供电,你这个板子是337,317.大板子是7815,7915.如果想自己维修可以在网上了解下337稳压电路原理就会维修了,如果做模拟焊接就要接外围电路了。有问题请联系QQ。 如果没有空载电压说明两个问题:1是软启动没有分离,导致主板比较器不能反转输出。 2主板是坏的。
郁闷,自己新手想学习维修自动焊这么难,上网搜不到威达电路原理图,维修手册也没有,维修手册附图2 3 没有,而且kz1控制原理讲述的也与电路板不符,自己比对过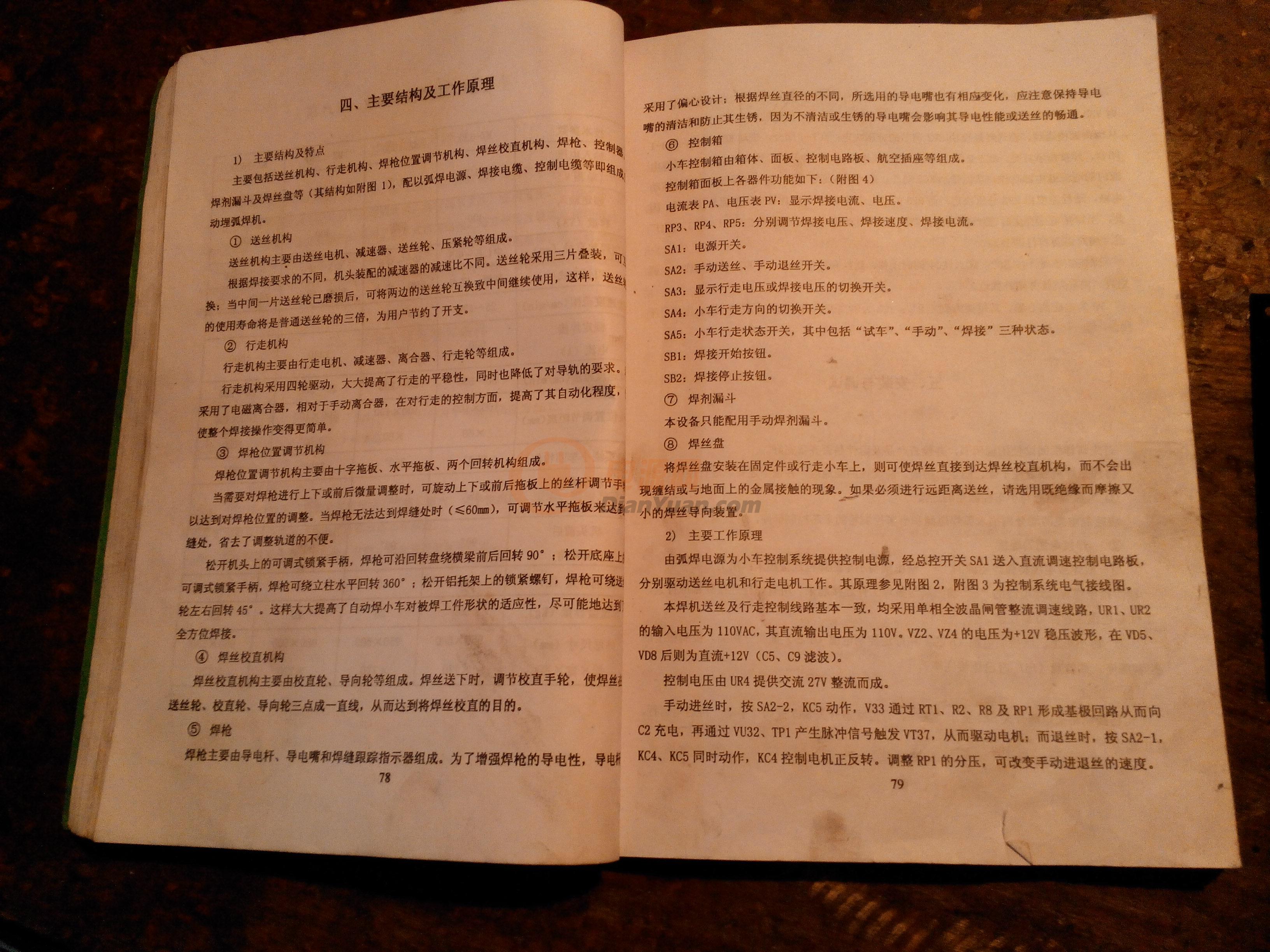
0
回复
提示
@zhugang
埋弧焊故障检修:故障现象是断弧,断弧分两种,一种是在焊接时候断弧。第二种是起弧时候断弧。检修方法,第一先判断断弧现象是前者还是后者。如果是前者,就要观察断弧在焊接时的状态了,这种断弧要以这么几个地方需要检查。先观察机械部分,也就是送丝机构。方法很简单,先把压紧轮校直轮都松开。用手在导电嘴处下拉焊丝,感觉阻力大小。正常的情况下是很顺滑的,阻力一直没有卡死现象。如果你发现焊丝要很费力的拉出,说明送丝阻力大,要找到原因,一般都是导电嘴有脏东西,更换新的导电嘴(还有送丝轮打滑)。或者是焊丝某个位置送丝不畅找到原因解决掉。还要观察在送丝的时候,看下,焊丝上的痕迹,如果明显有送丝轮的咬痕,就说明阻力大。(如果你在焊接不锈钢的时候出现断弧问题,请减小焊接电流,我就遇见一位很暴力的焊工,4毫米的焊丝电流要达到7500至800,他还理直气壮的说板厚怕焊不透,我无话可说。这是发牢骚) 如果送丝的机械部分没有问题,我们就要检查电路了。先检查控制电缆,Z(5)D-1000,之间连接的14芯电缆MZ-1.当然不同的厂家的控制原理不同,现就威达的电源来说,检查控制线,7号8号。这两根是电流检测,如果这两根线开路或是虚接就会导致断弧。 当然也不排除焊机电源的焊接电缆正负极接反,如果正负极接反就会导致弧压无法反馈到小车控制扳。没有弧压送丝电路就不能实现高速送丝,结果就导致断弧,所以这种可能也是有。 如果控制线和电缆没有发现问题,我们就要检查电源内的电流检测板了,也叫电子干簧板。(以前的机型是直接用干簧管的,现在因干簧管有年限不稳定就改为电子的干簧管了)此板子不大有半个烟盒大小,检查是要启动焊接,必须有电流时观看此板上的指示灯,在没有焊接电流时指示灯是暗的。只在有了焊接电流后此灯才会发光指示。判定板子时先要检查板子的供电9伏,在检查连接分流器的电流反馈线和连接航插7号8号的连线。以上没有问题后,就可以确定电子干簧管是否正常(有电流就亮,没电流就是暗的)。如果指示灯在焊接有电流时没有点亮说明此板已损坏,需更换。 电子干簧板正常,接下来我们就应该检查小车控制板了。小车板子的检查很简单,我们先把焊丝从机头内取出。然后启动小车上的焊接按钮,这是小车上就有空载电压了。有空载电压后我们要把主电源内的干簧板子上的连线(也就是连接航插7号8号连线)短接,调整弧压电位器,观察送丝电机的转速。正常时,在空载电压并短接主电源内航插上的7号8号线后,通过小车弧压电位器调整,电机的转速就会跟着变化,当然变化范围不是很大。只要速度变化就说明小车控制板是好的,控制电缆是好的,如果不变化,请检查控制板上的K2继电器是否吸合,如果吸合说明控制板损坏,更换控制板或是维修。 后者断弧直接检查电子干簧管板子,一般指示灯在焊接电流时也是暗的。(更换板子) 若有不对之处请大家补充
小弟今天碰到一焊研威达埋弧焊,启动送丝,送丝电机转的不是那么平稳(感觉不是匀速在转动),使用大电流电压,焊接还是没问题,但以使用小电压电流焊接一会就会断弧(电压30左右,电流300左右有时焊接有10cm就出现,快断弧之前送丝机会突然加速转动,接着焊丝粘到工件就断弧了),是怎么回事呢,zhugang老师该如何解决??非常感谢!!
0
回复
提示
