焊研科技NB350气保焊按抢开关后送丝轮不转,电流调大后才慢慢开始转
故障如题,请同行提供维修方面的经验和控制板及图纸,谢谢大家!(此故障已经电话求助于四川魏伟)希望早日得到你们的帮助!
全部回复(51)
正序查看
倒序查看
现在还没有回复呢,说说你的想法
@惠龙乾
**此帖已被管理员删除**
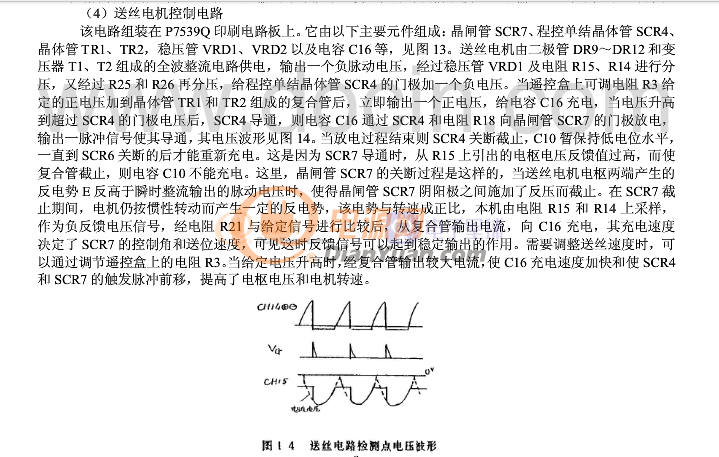
焊研科技的NB-350焊机故障,焊接电流调到近300A时按抢开关后送丝轮才开始转。焊接电流调到150A时按快送丝按钮,送丝轮就可以转,送丝电机是24V的,按抢开关后测送丝电机电压,当焊接电流调到300A时送丝机电压0.5V,送丝机运转,这时候若调小电流,送丝机电压也随着下降,到0.3V时几乎就不转了。测送丝机电枢电阻1.6Ω(含数字表内阻),用手扭送丝轮能转感觉阻力正常,我分析就是启弧前的慢送丝电路有故障,调控制板上VR1/VR2/VR3都没啥作用。这是第二次去现场检测的情况。请网友帮我分析一下!谢谢大家!
0
回复
提示
@惠龙乾
焊研科技的NB-350焊机故障,焊接电流调到近300A时按抢开关后送丝轮才开始转。焊接电流调到150A时按快送丝按钮,送丝轮就可以转,送丝电机是24V的,按抢开关后测送丝电机电压,当焊接电流调到300A时送丝机电压0.5V,送丝机运转,这时候若调小电流,送丝机电压也随着下降,到0.3V时几乎就不转了。测送丝机电枢电阻1.6Ω(含数字表内阻),用手扭送丝轮能转感觉阻力正常,我分析就是启弧前的慢送丝电路有故障,调控制板上VR1/VR2/VR3都没啥作用。这是第二次去现场检测的情况。请网友帮我分析一下!谢谢大家!
看不见图片,看是不是这个电路。看一下三极管特性是不是变差了?
0
回复
提示
@pxdlwr
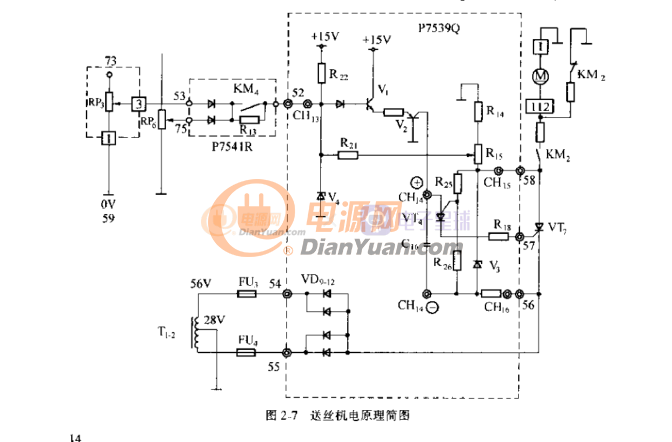
慢送丝=gi----D12---R5---D5------------+VR1电机反馈电压---控制TR5----TR4-----SCR2----在控制电机主可控硅。焊接有电流=gi----D12---WC1-2---R29+VR1电机反馈电压---控制TR5----TR4-----SCR2----在控制电机主可控硅。根据你所描述,应该检查R5\D5\TR5
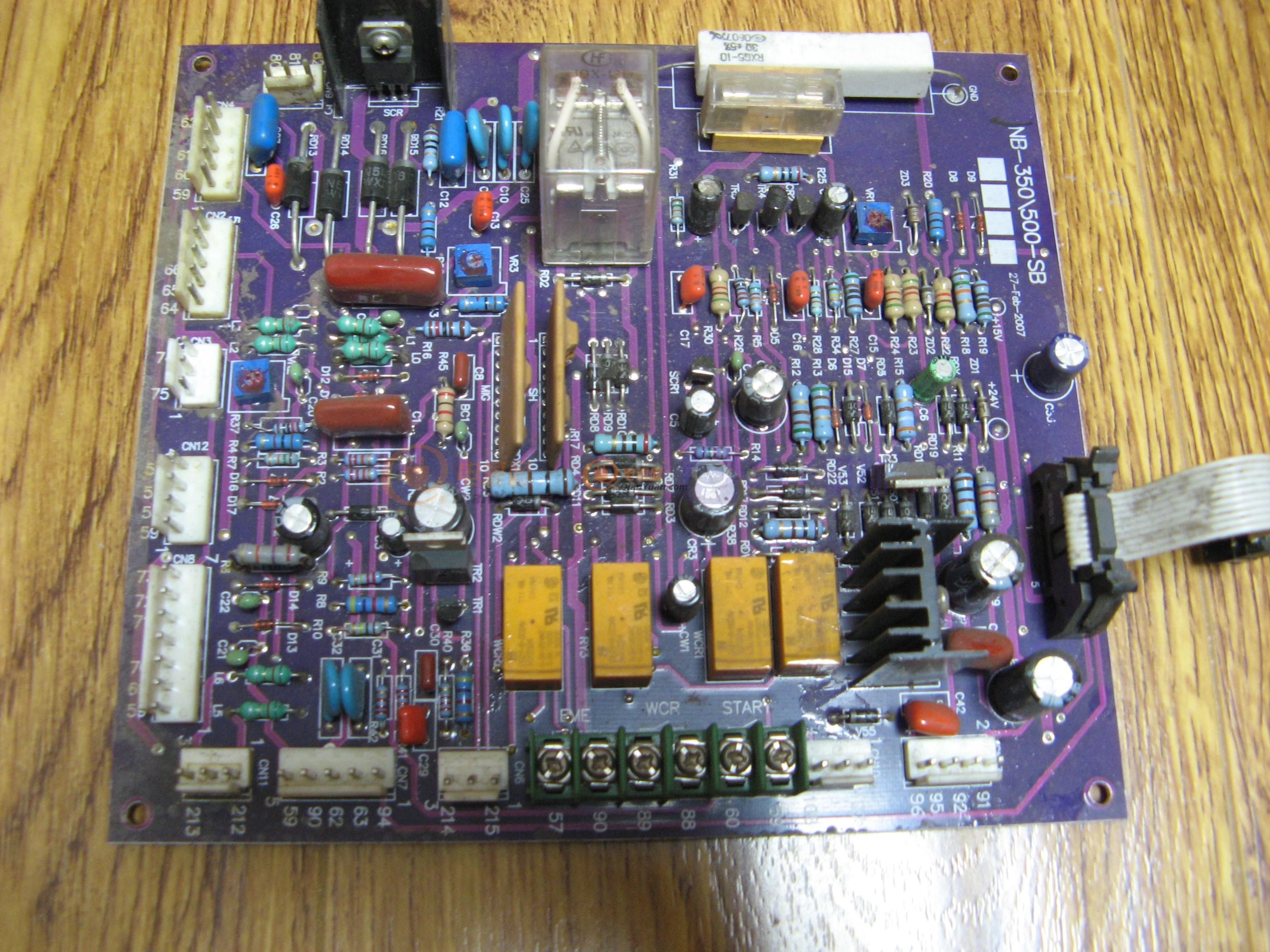
谢谢你热心帮助!焊研科技的售后人员说让把控制板寄回他们给修,费用300元,我寄回后他们说这个控制板没法修了,原因是以前更换控制板上的小继电器时把控制板焊碳化了,得买新的控制板,价格1200元,我在电话中一再表示小继电器这部分控制板肯定没问题,我可以保证,请他们把其它地方检察一下,后来又打电话说这控制板修不了,说是控制板上有个模块坏了,这个模块中有程序,还是建议买新的控制板,请网友们看看这个控制板带程序的模块是这两个黄色模块吗?
0
回复
提示
@惠龙乾
[图片]谢谢你热心帮助!焊研科技的售后人员说让把控制板寄回他们给修,费用300元,我寄回后他们说这个控制板没法修了,原因是以前更换控制板上的小继电器时把控制板焊碳化了,得买新的控制板,价格1200元,我在电话中一再表示小继电器这部分控制板肯定没问题,我可以保证,请他们把其它地方检察一下,后来又打电话说这控制板修不了,说是控制板上有个模块坏了,这个模块中有程序,还是建议买新的控制板,请网友们看看这个控制板带程序的模块是这两个黄色模块吗?
哪两个厚膜块是管程序的。如果只是没有慢送丝那就只解决慢送丝。(引弧成功后规范大小都正常,焊道也没问题。)
0
回复
提示
@pxdlwr
慢送丝=gi----D12---R5---D5------------+VR1电机反馈电压---控制TR5----TR4-----SCR2----在控制电机主可控硅。焊接有电流=gi----D12---WC1-2---R29+VR1电机反馈电压---控制TR5----TR4-----SCR2----在控制电机主可控硅。根据你所描述,应该检查R5\D5\TR5
你好!按你说的流程检查过了,只是TR5我看是C1008,网上查找C1008的管脚排列顺序是面对字标面,1-e/2-c/3-b,这样就和 你给的图不符合了,而且从电气的原理上来说也好像不对,如按1-e/2-b/3-c这个管脚顺序的话就和你的图相符合了,电气原理也说得过去了,因此要不就是我把TR5的型号看错了,不是C1008,要不就是网上对C1008的管脚排列介绍是错误的,
此控制板我寄回厂家修理,厂家说修不了,从厂家寄回后我按你的图纸和慢送丝的工作流程检查发现TR49(型号A1013)坏了,TR4的e-b之间出现500欧姆的电阻,更换TR4后大电流也不送丝了,按快送丝也不送丝了,空载电压气阀正常。
请帮我分析分析,谢谢!
0
回复
提示
@惠龙乾
你好!按你说的流程检查过了,只是TR5我看是C1008,网上查找C1008的管脚排列顺序是面对字标面,1-e/2-c/3-b,这样就和你给的图不符合了,而且从电气的原理上来说也好像不对,如按1-e/2-b/3-c这个管脚顺序的话就和你的图相符合了,电气原理也说得过去了,因此要不就是我把TR5的型号看错了,不是C1008,要不就是网上对C1008的管脚排列介绍是错误的,此控制板我寄回厂家修理,厂家说修不了,从厂家寄回后我按你的图纸和慢送丝的工作流程检查发现TR49(型号A1013)坏了,TR4的e-b之间出现500欧姆的电阻,更换TR4后大电流也不送丝了,按快送丝也不送丝了,空载电压气阀正常。请帮我分析分析,谢谢!
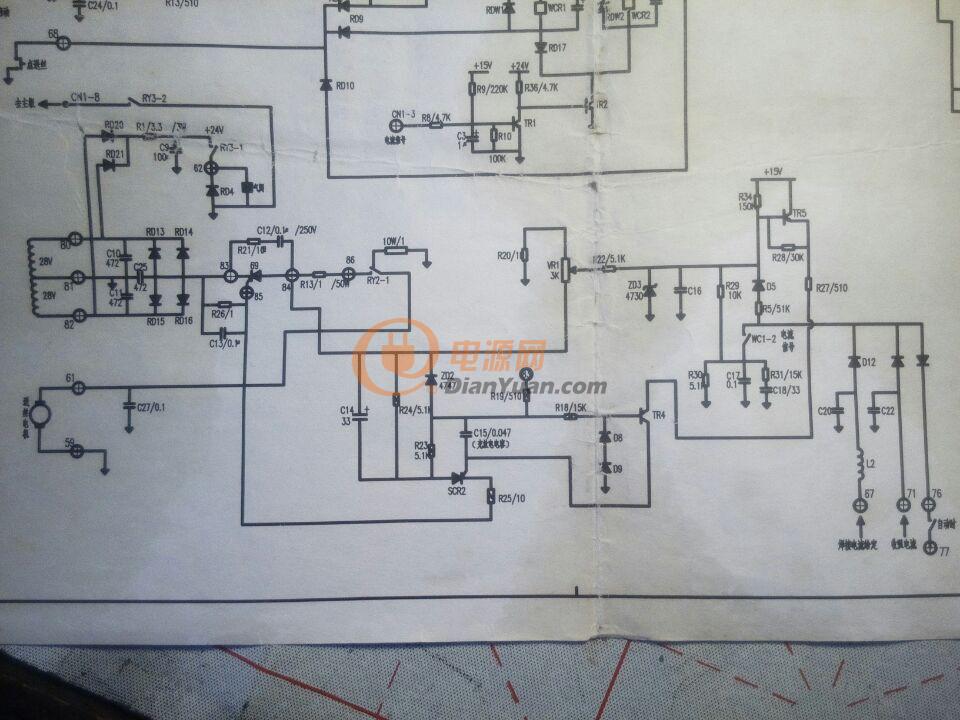
焊接启动后,TR4的E和C的电压是多少?它应该随67#电流给定电位器变化而变化。然后看一下C15电容上产生脉冲没有,SCR2被触发了吗?
你也可以不加电机电压反馈信号,让他工作在开环状态.(断开R22和ZD3.)
0
回复
提示
@惠龙乾
[图片]谢谢你热心帮助!焊研科技的售后人员说让把控制板寄回他们给修,费用300元,我寄回后他们说这个控制板没法修了,原因是以前更换控制板上的小继电器时把控制板焊碳化了,得买新的控制板,价格1200元,我在电话中一再表示小继电器这部分控制板肯定没问题,我可以保证,请他们把其它地方检察一下,后来又打电话说这控制板修不了,说是控制板上有个模块坏了,这个模块中有程序,还是建议买新的控制板,请网友们看看这个控制板带程序的模块是这两个黄色模块吗?
别什么机器都要去修,直接给他报废,一台的新的NBC500主机也就2千多,如果什么都机器都去修,那厂家还生产什么机器啊?
0
回复
提示
@pxdlwr
焊接启动后,TR4的E和C的电压是多少?它应该随67#电流给定电位器变化而变化。然后看一下C15电容上产生脉冲没有,SCR2被触发了吗?你也可以不加电机电压反馈信号,让他工作在开环状态.(断开R22和ZD3.)
你好!昨晚去安装后还是不送丝,从厂家寄回后居然大电流都不送丝了,我检查发现TR4坏,更换后故障依旧,又发现ZD3短路,更换后还是不送丝,昨晚去修时由于我不小心还把SR2烧坏了(型号:2N6027),请问能否用一把的单向可控硅代用? 我用数字万用表测TR4E-B之间的电压,红表笔接E黑表笔接B,测静态时是-9.6V (负),按抢开关后变为0.5V,测TR5B-E之间电压,红表笔接B黑表笔接E静态时-3.5V(负),按抢开关后变为0,2V,请问是否正常?测板子上标注的+24V与地(81/59)之间的电压时37V是否太高造成反馈电压太大引起不送丝故障?(查三相输入电压是450V)
请帮我分析,谢谢你的!
0
回复
提示
@禾霞志
这是典型的OTC-XC气保焊送丝控制电路,送丝可控硅没有坏过,你可以更换一下SCR2-N13T1可编程晶体管,此管过热性能变差,会产生这种现象。希望能成功。
你好!2N6027已经用松下控制板上的T13代替了,但故障依旧啊。
在断开R22和ZD3后静态测TR5B-E之间电压-1.75V,按抢开关后上升到+0.71V。TR4E-B之间静态-9.55V,按抢开关后上升到+0.67V。
TR4E-C之间电压在静态时40V左右,按抢开关后降为36V左右。测控制板上标注的+24V电压测试点电压近50V(因为车间电压三相之间都在450V以上),所以我怀疑是不是因为+24V太高了?
0
回复
提示
@pxdlwr
焊接启动后,TR4的E和C的电压是多少?它应该随67#电流给定电位器变化而变化。然后看一下C15电容上产生脉冲没有,SCR2被触发了吗?你也可以不加电机电压反馈信号,让他工作在开环状态.(断开R22和ZD3.)
你好!2N6027已经用松下控制板上的T13代替了,
在断开R22和ZD3后静态测TR5B-E之间电压-1.75V,按抢开关后上升到+0.71V。TR4E-B之间静态-9.55V,按抢开关后上升到+0.67V。
TR4E-C之间电压在静态时40V左右,按抢开关后降为36V左右。
测控制板上标注的+24V电压测试点电压近50V(因为车间电压三相之间都在450V以上),所以我怀疑是不是因为+24V太高了?
请指教!
0
回复
提示