企
测
精
编组 10
精
NEW
Fill 1备份 6
编组 5
编组 5备份 10
编组 10备份
原
形状结合备份 195
形状结合备份 194
答
直播节
编组
精
NEW
形状结合备份 196
0
回复
收藏
点赞
分享
发新帖
论坛首页
电源技术综合区
关于变压器[含浸]相关问题探讨
关于变压器[含浸]相关问题探讨
因现目前许多POWER出到客户端出现有异音不良.
因异音不良与变压器含浸有相当大关系.
现想就变压器含浸问题与各位在此探讨一下!
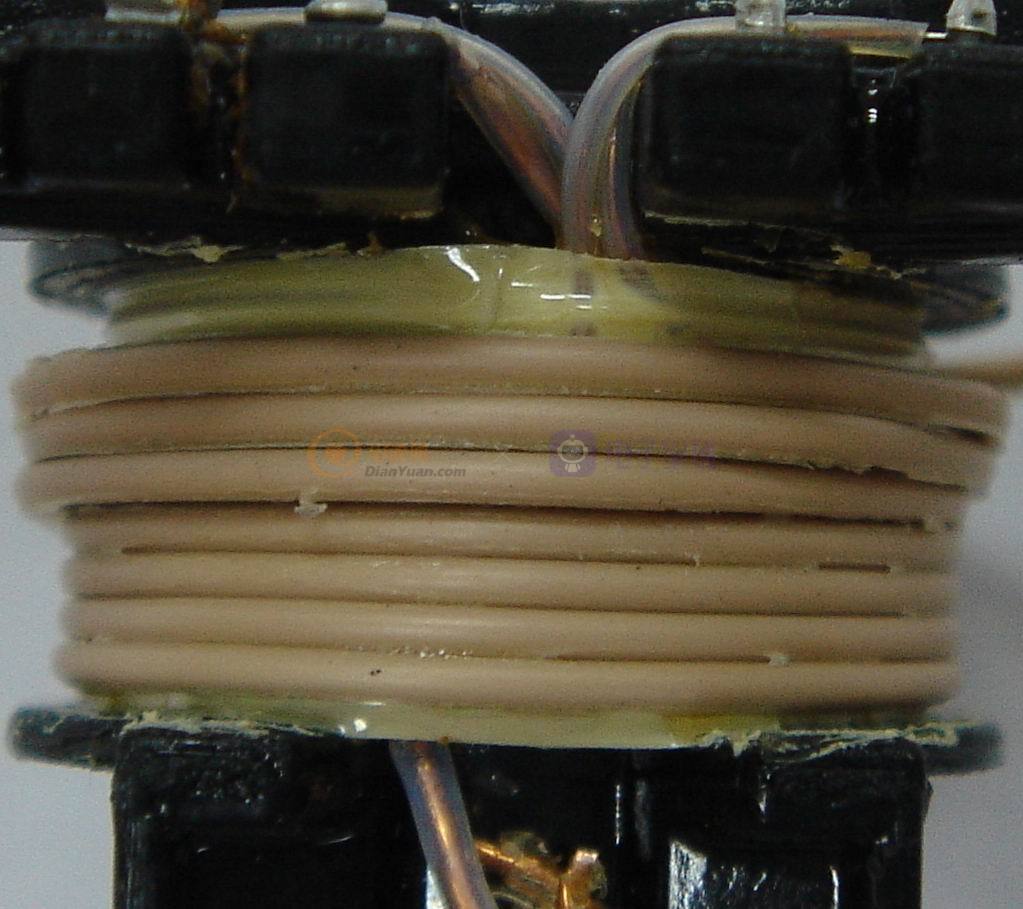
在拆解时,在变压器中其三层绝缘线层与最里层最容易有松散现象!
不知使用何种含浸方式可杜绝此不良发生??
请指教!
谢谢!
全部回复(60)
只看楼主
正序查看
倒序查看
现在还没有回复呢,说说你的想法
ymxcl007
LV.7
2
2005-07-21 16:11
1、正确的凡立水配比
2、使用真空含侵机
3、烘干机的温度和烘干时间
0
回复
提示
scling
LV.4
3
2005-07-21 16:28
@ymxcl007
1、正确的凡立水配比2、使用真空含侵机3、烘干机的温度和烘干时间
贵兄,谢谢您的回复!
1.关于凡立水配比最佳在多少呢??
2.是使用的真空含浸机;
3.现目前烘烤的温度为110度,8H.
因现目前有使用一款WP-2952F的凡立水,其含浸效果还不错,但三层绝缘线层均会有中间几圈松散且绕组间的线包胶带拆不下来了.
现不知有无其它含浸流程的资料,如哪一种凡立水比较好?调配浓度??抽真空的时间??......
多谢!
0
回复
提示
七年之痒
LV.9
4
2005-07-21 16:36
我认为变压器有异音首先要分析出产生异音的原因,然后才能找出解决的方法.并不一定有异音是因为含浸不良造成的.
0
回复
提示
ymxcl007
LV.7
5
2005-07-21 16:59
@scling
贵兄,谢谢您的回复!1.关于凡立水配比最佳在多少呢??2.是使用的真空含浸机;3.现目前烘烤的温度为110度,8H.因现目前有使用一款WP-2952F的凡立水,其含浸效果还不错,但三层绝缘线层均会有中间几圈松散且绕组间的线包胶带拆不下来了.现不知有无其它含浸流程的资料,如哪一种凡立水比较好?调配浓度??抽真空的时间??......多谢!
我觉得七年兄说的还是比较有道理的,有些芯片带了变频功能所以在空载时容易产生震荡要从电路上多下下工夫,比如你的元件使用、PCB走线等变压器封灌是没有办法的办法成本高效果还不怎么好实在不行可以要求变压器厂在绕线(三重绝缘线)时加黑胶固定.
0
回复
提示
scling
LV.4
6
2005-07-21 17:04
@七年之痒
我认为变压器有异音首先要分析出产生异音的原因,然后才能找出解决的方法.并不一定有异音是因为含浸不良造成的.
七年兄,我非常同意您的说法!
产品产生异音的确是有很多种原因,变压器含浸不良只是其中一种原因.
所以,我现在是专门对变压器含浸一事做其分析讨论!
0
回复
提示
ymxcl007
LV.7
7
2005-07-21 17:32
@scling
七年兄,我非常同意您的说法!产品产生异音的确是有很多种原因,变压器含浸不良只是其中一种原因.所以,我现在是专门对变压器含浸一事做其分析讨论!
老大是那里的要是是深圳的我给你个电话你跟他聊聊可能会有答案.
0755-26913525-18 苏工 就说是姓马的告诉你的电话即可
0
回复
提示
swallowtan
LV.5
8
2005-07-22 10:55
小舒,POWER异音不良.影响因素很多,请一一分析后,确定Rootcause,若是变压器异音的影响因素有以下(仅供参考):
1.Varnish: 可以增加凡立水的比重,可用原汁凡立水,但要抽真空含浸.之前我们公司制作日系的产品就是使用东芝的原汁凡立水;
2.含浸方面:将欲处理之产品预热(105度/15分钟REF),至胶带平贴,湿气除去为止,然后在冷却至38度到54度REF,再含浸产品,使用抽真空方式(一般四次),至气泡消失为止,将产品滴干(15-20分钟),即可至于烤箱烘烤,其烘烤温度和时间依产品不同而定(一般110度,8~10小时),以产品完全硬化为止.
3. 变压器本身结构绕制松紧度,松散松脱现象也是影响因素之一;
4.变压器可利用EPOXY尽量使两个CORE能完全结合,起固定填充的作用;
5.CORE的选材也是很大的因素
以上只是个人之见,如有其它建议欢迎指教!小女子有礼了!
0
回复
提示
磁缘
LV.6
9
2005-07-22 11:46
@swallowtan
小舒,POWER异音不良.影响因素很多,请一一分析后,确定Rootcause,若是变压器异音的影响因素有以下(仅供参考):1.Varnish:可以增加凡立水的比重,可用原汁凡立水,但要抽真空含浸.之前我们公司制作日系的产品就是使用东芝的原汁凡立水;2.含浸方面:将欲处理之产品预热(105度/15分钟REF),至胶带平贴,湿气除去为止,然后在冷却至38度到54度REF,再含浸产品,使用抽真空方式(一般四次),至气泡消失为止,将产品滴干(15-20分钟),即可至于烤箱烘烤,其烘烤温度和时间依产品不同而定(一般110度,8~10小时),以产品完全硬化为止.3.变压器本身结构绕制松紧度,松散松脱现象也是影响因素之一;4.变压器可利用EPOXY尽量使两个CORE能完全结合,起固定填充的作用;5.CORE的选材也是很大的因素以上只是个人之见,如有其它建议欢迎指教!小女子有礼了!
第二项中:使用抽真空方式(一般为四次)
为何要四次?
第五项中:选材也是很大的因素
请问选材具体体现在哪些方面?
0
回复
提示
swallowtan
LV.5
10
2005-07-22 13:45
@磁缘
第二项中:使用抽真空方式(一般为四次)为何要四次?第五项中:选材也是很大的因素请问选材具体体现在哪些方面?
楼上的朋友:抽真空几次这是一个经验系数,若使用原汁凡立水时比较难渗透到变压器的最底层,次数的多少取决于:处理到产品无气泡溢出为止;CORE的PC和TC是很重要的参数.
0
回复
提示
swallowtan
LV.5
11
2005-07-22 13:48
另外还有以下两个贴子可以回复变压器的工艺与技术问题,请查阅!
http://bbs.dianyuan.com/topic/17264
http://bbs.dianyuan.com/topic/17301
0
回复
提示
磁缘
LV.6
12
2005-07-22 15:41
@swallowtan
楼上的朋友:抽真空几次这是一个经验系数,若使用原汁凡立水时比较难渗透到变压器的最底层,次数的多少取决于:处理到产品无气泡溢出为止;CORE的PC和TC是很重要的参数.
PC、TC分别指的是什么呢?
0
回复
提示
swallowtan
LV.5
13
2005-07-22 15:45
@磁缘
PC、TC分别指的是什么呢?
铁损与居里温度
0
回复
提示
磁缘
LV.6
14
2005-07-22 16:08
@swallowtan
铁损与居里温度
作为功率变压器我认为磁芯的Tc至少200℃以上,变压器工作的温度也就是100℃左右而已,应该基本没有什么影响.至于磁芯的Pc又分别受f、△T及设计者B取值的影响,故Pc主要受外在条件的影响,怎么去要求磁芯呢?
0
回复
提示
swallowtan
LV.5
15
2005-07-22 16:38
@磁缘
作为功率变压器我认为磁芯的Tc至少200℃以上,变压器工作的温度也就是100℃左右而已,应该基本没有什么影响.至于磁芯的Pc又分别受f、△T及设计者B取值的影响,故Pc主要受外在条件的影响,怎么去要求磁芯呢?
请教这位大哥,影响变压器异音的因素有哪些?有劳你在此告诉关切这个问题的朋友们,先谢了!另外,“依此贴可看出”这位大哥在磁性材料方面有一定的见解,请多分享一下你的“经验与技术”!(我很少看到你发起的贴子),以后是否有缘得以指教?
0
回复
提示
阿克
LV.4
16
2005-07-22 23:39
@swallowtan
小舒,POWER异音不良.影响因素很多,请一一分析后,确定Rootcause,若是变压器异音的影响因素有以下(仅供参考):1.Varnish:可以增加凡立水的比重,可用原汁凡立水,但要抽真空含浸.之前我们公司制作日系的产品就是使用东芝的原汁凡立水;2.含浸方面:将欲处理之产品预热(105度/15分钟REF),至胶带平贴,湿气除去为止,然后在冷却至38度到54度REF,再含浸产品,使用抽真空方式(一般四次),至气泡消失为止,将产品滴干(15-20分钟),即可至于烤箱烘烤,其烘烤温度和时间依产品不同而定(一般110度,8~10小时),以产品完全硬化为止.3.变压器本身结构绕制松紧度,松散松脱现象也是影响因素之一;4.变压器可利用EPOXY尽量使两个CORE能完全结合,起固定填充的作用;5.CORE的选材也是很大的因素以上只是个人之见,如有其它建议欢迎指教!小女子有礼了!
我想知你们说的凡立水是什么?我是搞工艺的新手!请指导
0
回复
提示
swallowtan
LV.5
17
2005-07-23 08:17
@阿克
我想知你们说的凡立水是什么?我是搞工艺的新手!请指导
这位朋友,请你链接第11贴的网址,可以解答你的问题.
0
回复
提示
磁缘
LV.6
18
2005-07-23 08:38
@swallowtan
请教这位大哥,影响变压器异音的因素有哪些?有劳你在此告诉关切这个问题的朋友们,先谢了!另外,“依此贴可看出”这位大哥在磁性材料方面有一定的见解,请多分享一下你的“经验与技术”!(我很少看到你发起的贴子),以后是否有缘得以指教?
指教不敢当,其实主要的原因你都有提及.
凡立水的浓度(尽量浓一些)、含浸烘烤的方式(抽真空的方式外加尽量烘烤干)、绕制工艺(相对绕制紧凑一些)、两组合磁芯结合面点胶固定,另外就是与线路本身不匹配的原因而形成的噪声,有时很难从变压器单方面去克服,必须结合线路来共同分析方可找到解决办法.
不过单独从磁芯考虑则磁致伸缩系数好象也有很大影响,但很难去对此进行控制,又无法来进行测试.
0
回复
提示
scling
LV.4
19
2005-07-23 17:21
@ymxcl007
老大是那里的要是是深圳的我给你个电话你跟他聊聊可能会有答案.0755-26913525-18苏工 就说是姓马的告诉你的电话即可
非常感谢!!
我也是在深圳啊~~~
0
回复
提示
scling
LV.4
20
2005-07-23 17:25
@swallowtan
小舒,POWER异音不良.影响因素很多,请一一分析后,确定Rootcause,若是变压器异音的影响因素有以下(仅供参考):1.Varnish:可以增加凡立水的比重,可用原汁凡立水,但要抽真空含浸.之前我们公司制作日系的产品就是使用东芝的原汁凡立水;2.含浸方面:将欲处理之产品预热(105度/15分钟REF),至胶带平贴,湿气除去为止,然后在冷却至38度到54度REF,再含浸产品,使用抽真空方式(一般四次),至气泡消失为止,将产品滴干(15-20分钟),即可至于烤箱烘烤,其烘烤温度和时间依产品不同而定(一般110度,8~10小时),以产品完全硬化为止.3.变压器本身结构绕制松紧度,松散松脱现象也是影响因素之一;4.变压器可利用EPOXY尽量使两个CORE能完全结合,起固定填充的作用;5.CORE的选材也是很大的因素以上只是个人之见,如有其它建议欢迎指教!小女子有礼了!
DEAR SWALLOWTAN:
谢谢你的解答.
关于您说的1,2,3,4项我非常的认同,其实这一些我们也有这样的要求与实际作业.
但您说的第5点,我就觉得有点不太懂??
CORE的选材??能否说得再详细些?
谢谢!!
0
回复
提示
scling
LV.4
21
2005-07-28 14:54
@磁缘
指教不敢当,其实主要的原因你都有提及.凡立水的浓度(尽量浓一些)、含浸烘烤的方式(抽真空的方式外加尽量烘烤干)、绕制工艺(相对绕制紧凑一些)、两组合磁芯结合面点胶固定,另外就是与线路本身不匹配的原因而形成的噪声,有时很难从变压器单方面去克服,必须结合线路来共同分析方可找到解决办法.不过单独从磁芯考虑则磁致伸缩系数好象也有很大影响,但很难去对此进行控制,又无法来进行测试.
缘兄:
关于含浸问题,凡立水浓度您所指的浓一些是有个具体数值或范围吗??
含浸烘烤又用多少的真空气压等条件才适合呢??
不知能否帮忙解答在下的疑问?不胜感激!
谢了!!
0
回复
提示
磁缘
LV.6
22
2005-07-28 15:09
@scling
缘兄: 关于含浸问题,凡立水浓度您所指的浓一些是有个具体数值或范围吗??含浸烘烤又用多少的真空气压等条件才适合呢??不知能否帮忙解答在下的疑问?不胜感激!谢了!!
凡立水的浓度不是绝对的,具体依据供方提供的配比即可,一般许多供方建议是1:1的比例,根据自己产品的需要,大的产品浓度大一些,小的相对可以依供方提供的比例进行调配.至于抽真空含浸可以抽到0.04Mpa--0.06Mpa.
0
回复
提示
scling
LV.4
23
2005-07-28 15:41
@磁缘
凡立水的浓度不是绝对的,具体依据供方提供的配比即可,一般许多供方建议是1:1的比例,根据自己产品的需要,大的产品浓度大一些,小的相对可以依供方提供的比例进行调配.至于抽真空含浸可以抽到0.04Mpa--0.06Mpa.
缘兄:
多谢您的回复!
你懂得很多喔~~在下佩服!!
现在就是我司要求其含浸浓度为0.95以上,抽真空气压为70cm/hgmin,但实际的产品还是会有中间或最下一层中有些铜线松散现象.
另想请教,抽真空的时候是一直将气压定在某阶段抽10分钟好呢?还是在抽真空的时候将气压阀解至时大时小好呢?不知有何区别或是那种更好呢??
0
回复
提示
磁缘
LV.6
24
2005-07-28 15:55
@scling
缘兄: 多谢您的回复!你懂得很多喔~~在下佩服!!现在就是我司要求其含浸浓度为0.95以上,抽真空气压为70cm/hgmin,但实际的产品还是会有中间或最下一层中有些铜线松散现象.另想请教,抽真空的时候是一直将气压定在某阶段抽10分钟好呢?还是在抽真空的时候将气压阀解至时大时小好呢?不知有何区别或是那种更好呢??
不同厂家的凡立水的比重不同,有大有小,不能固定用某种比重来进行度量,关键的是要达到好的效果.关于抽真空的操作我认为简单易行的才是最好的方法,因为要考虑到批量生产的可行性,时大时小太麻烦了不便于实际操作,建议还是用恒定的气压保证时间也就可以了.
0
回复
提示
scling
LV.4
25
2005-07-28 16:31
@磁缘
不同厂家的凡立水的比重不同,有大有小,不能固定用某种比重来进行度量,关键的是要达到好的效果.关于抽真空的操作我认为简单易行的才是最好的方法,因为要考虑到批量生产的可行性,时大时小太麻烦了不便于实际操作,建议还是用恒定的气压保证时间也就可以了.
哦,谢谢您的回复!
另外想请教您:为什么因为变压器内部几圈铜线含浸不确实(即有几圈松散)会导致产品上机板后异音发生呢??
缘兄,会不会觉得我很罗嗦啊?
嘻嘻~~ 不好意思喔~~
^_^
0
回复
提示
scling
LV.4
26
2005-07-28 16:32
@swallowtan
另外还有以下两个贴子可以回复变压器的工艺与技术问题,请查阅!http://bbs.dianyuan.com/topic/17264http://bbs.dianyuan.com/topic/17301
最近很忙吗??
怎么不见你来了呢??
0
回复
提示
磁缘
LV.6
27
2005-07-28 16:40
@scling
哦,谢谢您的回复!另外想请教您:为什么因为变压器内部几圈铜线含浸不确实(即有几圈松散)会导致产品上机板后异音发生呢??缘兄,会不会觉得我很罗嗦啊?嘻嘻~~不好意思喔~~^_^
你已经确实是那几圈线的松散引起异音的吗?
0
回复
提示
bill620769
LV.8
28
2005-07-28 17:16
@scling
最近很忙吗??怎么不见你来了呢??
你可以采用浸胶的方法试试,另外你可以在磁芯中柱点胶.我以前也有碰到.
0
回复
提示
scling
LV.4
29
2005-07-28 17:26
@磁缘
你已经确实是那几圈线的松散引起异音的吗?
也不怎么确定??
但也不知道那几圈松散会否影响异音??
0
回复
提示
scling
LV.4
30
2005-07-28 17:28
@bill620769
你可以采用浸胶的方法试试,另外你可以在磁芯中柱点胶.我以前也有碰到.
浸胶??是什么样的作业方法??
中柱点胶会影响电感的喔!!
怎么控制呢??
0
回复
提示
磁缘
LV.6
31
2005-07-28 19:34
@scling
也不怎么确定??但也不知道那几圈松散会否影响异音??
我认为你这个产品有异音的主要原因不是由于那几圈线没有上漆的问题,应该从上面大家提到造成变压器产品有异音的原因进行综合分析,才能找出最主要的原因.
0
回复
提示
工程师都在看
谐振槽在副边的LLC谐振变换器,原边电流不对称,求大佬来帮忙看看
FromTheAshes
旁征博引学电源
电源三板斧
ncp1380准谐振芯片如何测是否正常发波呢
梦想是不炸机
请教LLC电源
电白
双管正激上下管MOS的VDS波形
付晶晶
精华推荐
换一换
立
即
发
帖