聚会目的 1.交流焊接电源最新技术动态2.探讨焊接电源发展趋势3.交流焊接电源研发管理心得4.主流焊接设备存在问题以及改进设想
希望对焊接电源技术以及研发管理有兴趣的网友和我联系(站内短信),对聚会内容时间地点等也欢迎提出建议!
谢绝有任何商业目的(推销元件,设备,卖买技术资料)的人士参加.
聚会目的 1.交流焊接电源最新技术动态2.探讨焊接电源发展趋势3.交流焊接电源研发管理心得4.主流焊接设备存在问题以及改进设想
希望对焊接电源技术以及研发管理有兴趣的网友和我联系(站内短信),对聚会内容时间地点等也欢迎提出建议!
谢绝有任何商业目的(推销元件,设备,卖买技术资料)的人士参加.
有同感,急功近利的老板决定了漏洞百出的产品.对研发人员来说给客户创造价值是最终的目标,但我们有责任引导客户(市场)的消费观,最终目标是最高的性价比,用最合理的方法去实现客户的需求.站在客户的立场看问题,他需要的不是最便宜的,而是最能给他带来价值的产品.能真正了解客户的需求,是做好产品的关键.很多一线的维修客服人员应该最有发言权,在此也欢迎有经验的维修人员参加交流会.共同探讨.
说实在的,现在的技术人员有几个有真本事的,就是知道抄来抄去,就是抄嘛也要动哈脑子嘛!没有资本当然就是技术不行了哦。当然现在老板也有不合理的地方。说到底在中国山寨版很流行,口号倒是紧跟zf,要转变观念,大胆创新,几个是原创版的?
支持这样的观点
要做好事情靠的是一个团队,一个人在厉害他的精力是有限的
个人浅见:
1.钨针削球功能的形成:交流TIG时,钨针上负电流(实际焊接电流和二次负电流占空
比)到达一定时,实现削尖成球,过大就“吃”钨针了。需要做实验得出准确数据:
A.1.6钨针实现削球功能,须多大的实际焊接电流和多少二次负电流占空比,记录。
B. 2.0钨针实现削球功能,须多大的实际焊接电流和多少二次负电流占空比,记录。
C. 2.4钨针实现削球功能,须多大的实际焊接电流和多少二次负电流占空比,记录。
D. 3.2钨针实现削球功能,须多大的实际焊接电流和多少二次负电流占空比,记录。
E .4.0钨针实现削球功能,须多大的实际焊接电流和多少二次负电流占空比,记录。
F. 5.0钨针实现削球功能,须多大的实际焊接电流和多少二次负电流占空比,记录。
建立数据库。
2.将上面的数据转为实际电流控制所须的标准控制模式;
A. 1.6钨针实现削球功能模式:须多大电流控制给定电压,二次脉冲比例
B. 2.0钨针实现削球功能模式:须多大电流控制给定电压,二次脉冲比例
C. 2.4钨针实现削球功能模式:须多大电流控制给定电压,二次脉冲比例
D. 3.2钨针实现削球功能模式:须多大电流控制给定电压,二次脉冲比例
E. 4.0钨针实现削球功能模式:须多大电流控制给定电压,二次脉冲比例
F. 5.0钨针实现削球功能模式:须多大电流控制给定电压,二次脉冲比例
3.自动削球功能的实现:
A.客户选择钨针,机器调出数据,控制焊机
B.功能实现时机:利用按枪交流起弧到交流熔池形成之前,调出数据执行自动削球功能,完成此功能后,进入正常焊接模式。
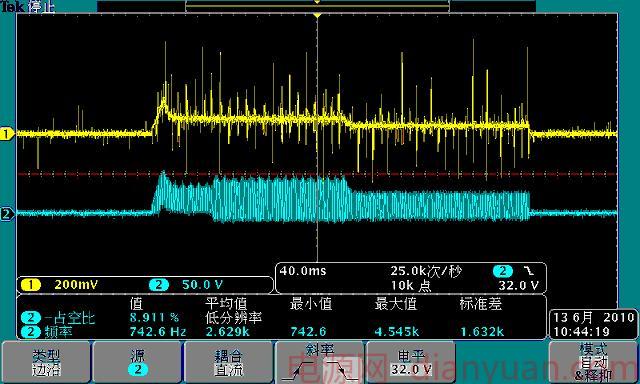
大侠的功力不错!在我没有给出任何条件的前提下,你给出的解释是合适的.
波形是TIG焊机带固定负载箱5A起弧,然后断开枪开关的波形.前面有120ms的热引弧电流10A,然后是5 A焊接电流,最后关断.电压波形开始有30ms的电容负载(辅助引弧电容),然后电容断开. 电压波形就是一把焊枪的图像.


 支持~~虽然我现在不做焊机了!!!
支持~~虽然我现在不做焊机了!!! )
)