
经常在坛子里潜水,阅高手贴无数,今日也来献个丑,也许对部分朋友会有所帮助。大家有砖拍砖,无砖就丢石头哈。
前几日接到一批需要维修的KR控制板,闲暇时小搞了一下,当复习电路知识了。过程中也学到一些经验,不敢独享,特地出来晒一晒。
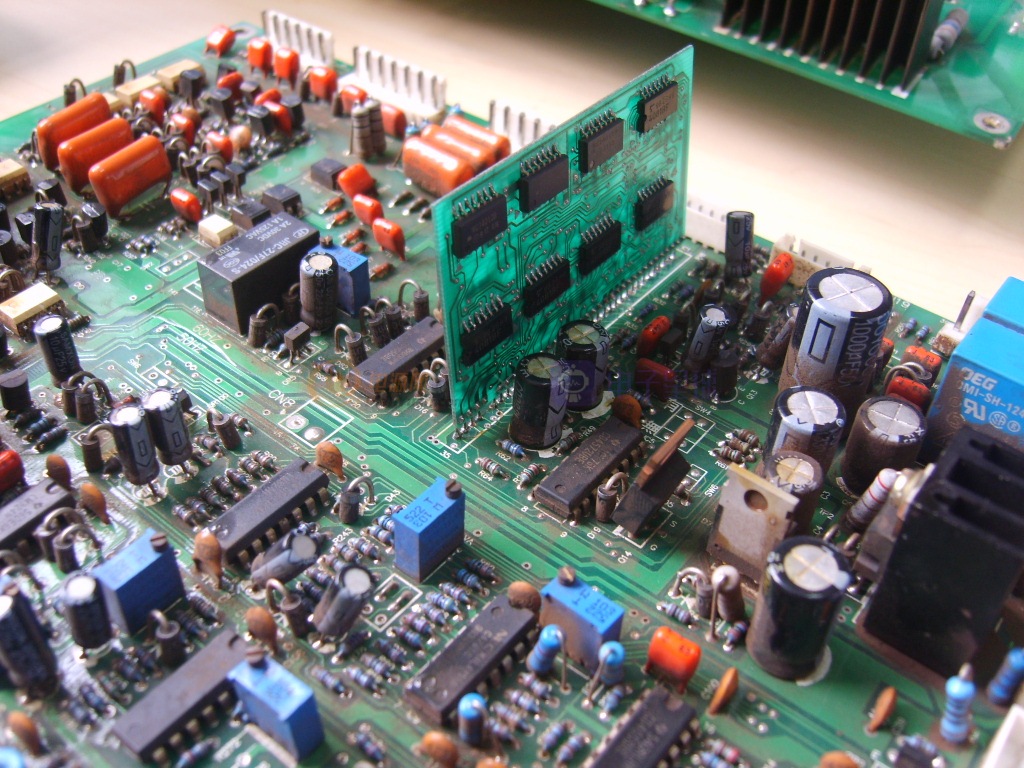
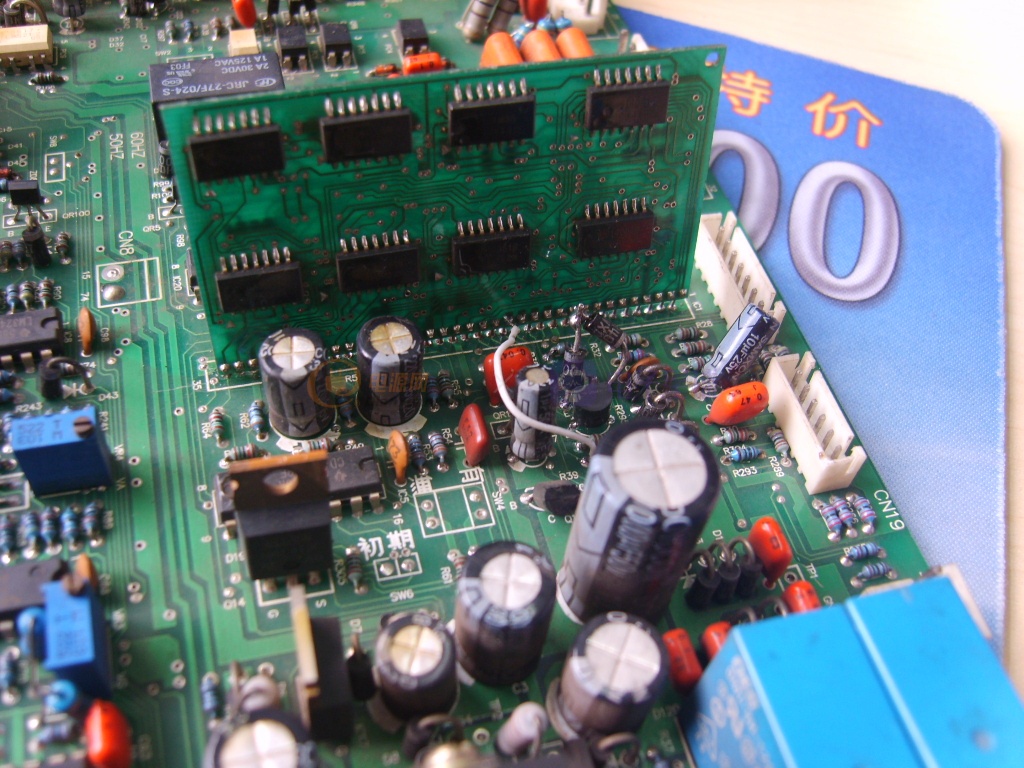
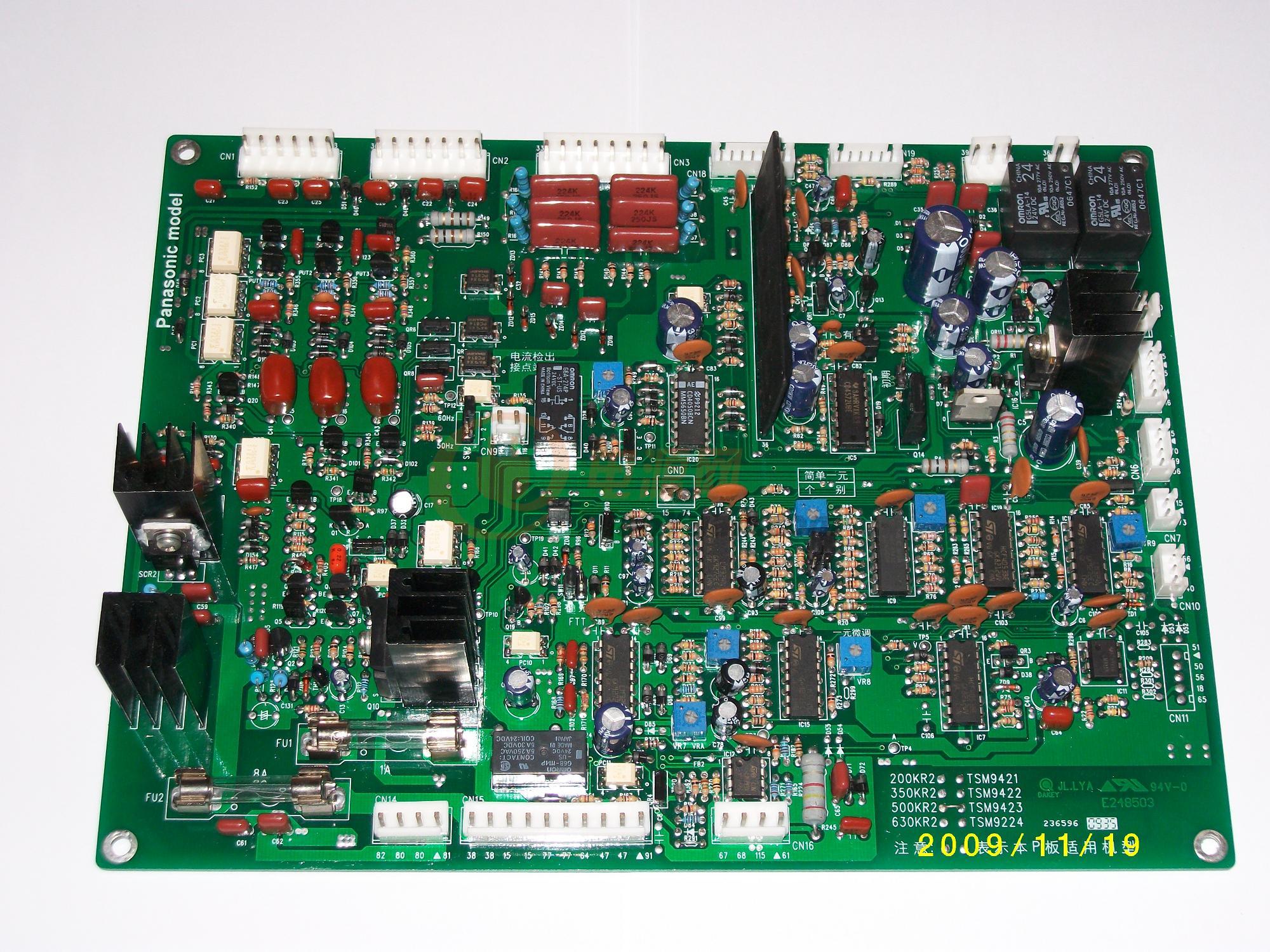
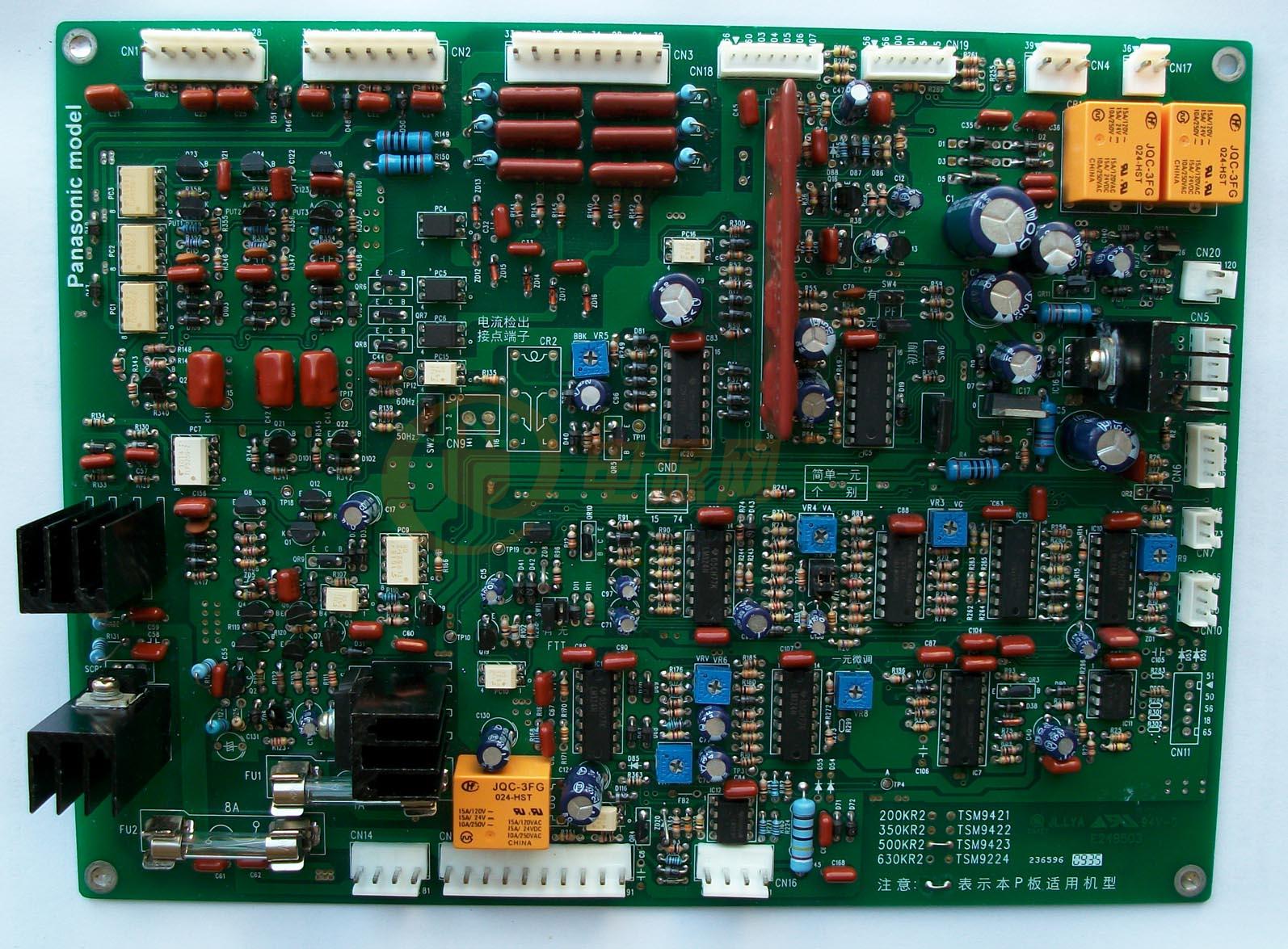
这是全部维修完毕后:

准备装箱打包发给客户前为自己的劳动成果留个纪念

这个板故障表现为按焊枪开关机器没有任何反应,既无送丝也无空载输出,点动送丝也没有。检查发现在闭合焊枪开关后IC1的2脚一直为+15V高电位,正常启动时应为0V,PC11光藕没导通。再查IC12的2脚和5脚也没有低于3脚(10V)和6脚(5V)的窗口电压,IC12比较器不能翻转,故PC11不导通。推断分压电阻R245有问题,测量其阻值为15k多,大于正常值2.4k许多,更换该电阻后此板功能一切正常。
此板故障表现为焊接时无慢送丝引弧。测试时表现为无论焊接电流反馈多大,送丝速度始终保持给定的速度,正常情况应该是电流反馈在60A以下送丝自动切换到慢送丝引弧状态,仅输出4-5V左右送丝电机驱动电压。检查发现IC1的15脚不管电流反馈是否大于60A都一直处于+15V高电位,正常情况应该在起弧后焊接电流大于60A时Q16导通,IC1的14脚高电位,通过IC1内部与门和反相电路将其15脚拉到0电位,检查Q16及其B极电压都正常,后发现IC1的15脚与下拉电阻R39之间的印刷铜箔开路,连接好该电路后测试反馈电流小于60A时IC1的27脚能够切换到高电平控制IC7(4053电子开关)进行慢送丝转换,其他功能也一切正常。
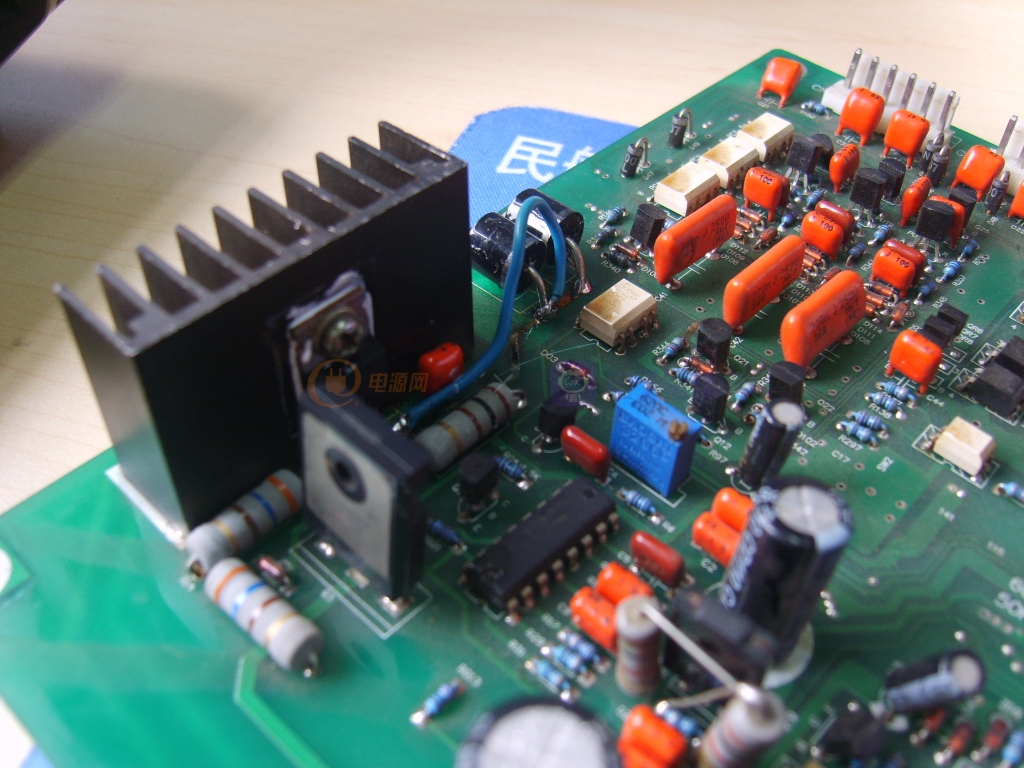
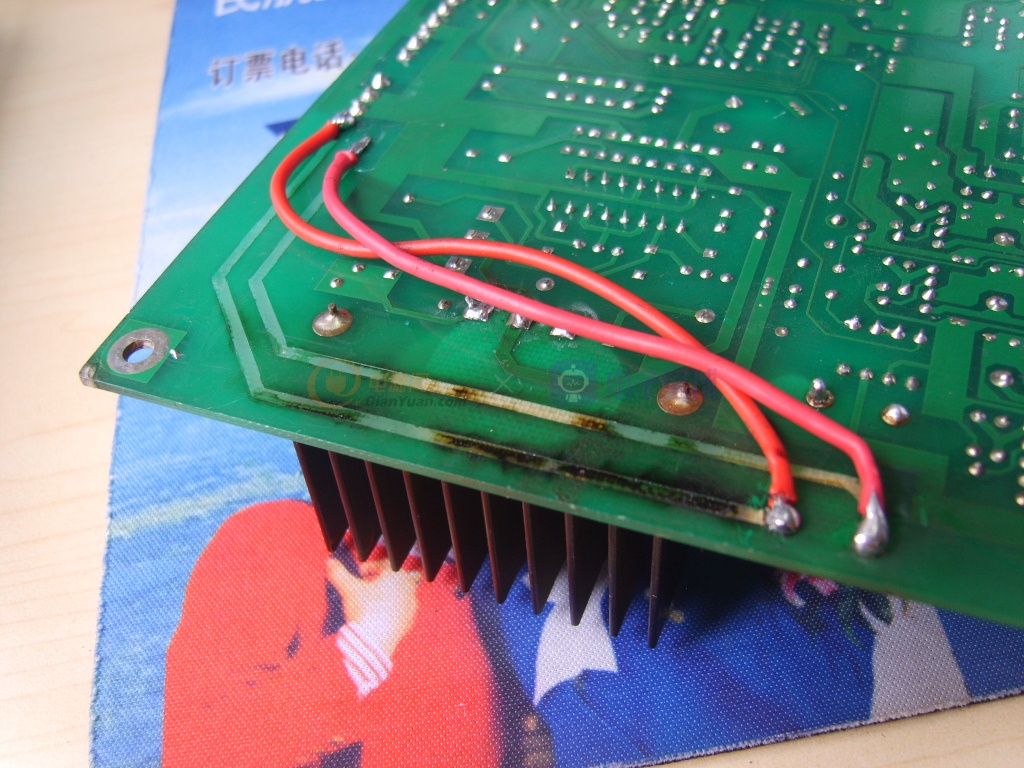
该板送丝电路烧毁,无法送丝。此送丝电路采用一块SG3524控制一只IRFP9240来调节送丝速度和刹车电路工作,检查发现该板多处铜箔烧断,双27V送丝供电的1N4007整流管全部击穿,IRFP9240也击穿。更换了更大功率的4007整流管,连接好被烧断的铜箔。由于手上没有9240,于是用了一只IRF9540代换,虽然9540耐压只有100V,比9240低,但其电流大了7A,况且100V耐压用在27V的电路上也没有任何问题的。维修后测试所有功能正常,在调试台上带送丝电机满负载老化1小时无异常。
双27V通过的铜箔烧坏
更多的维修过程就不说了,大家看的烦,我码字也累。下面传一些KR控制板关键部位的波形以供参考。
IC14的1脚焊接电流、电压给定调节基准波形
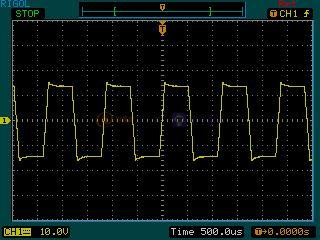
送丝机上焊接电流调到最小、焊接电压最大时IC14的5脚收到的波形
送丝机上焊接电压调到最小、焊接电流最大时IC14的5脚收到的波形

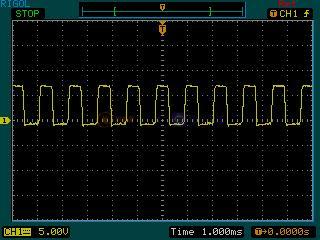
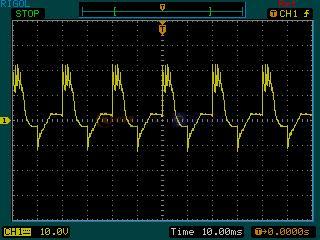
焊接电压给定最小时可控硅驱动光藕PC1、PC2、PC3上的的波形
焊接电压给定最大时PC1、PC2、PC3的驱动波形
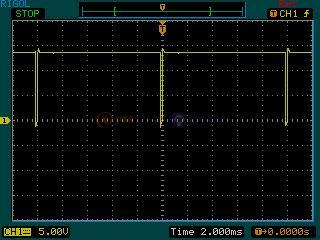
焊接电压给定最小时可控硅G、K极驱动波形
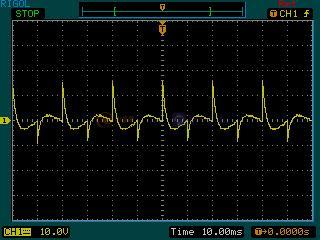
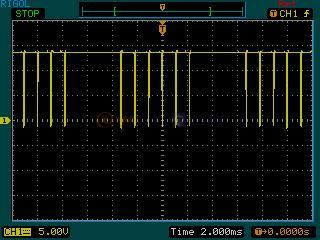
焊接电压给定最大时可控硅G、K极波形
全贴终。多谢浏览,请多指教。



 我不想要修这个板子的技术了,想要的加我,QQ404774594.
我不想要修这个板子的技术了,想要的加我,QQ404774594.
