攻略:最新一代,优化板的技术方案!…一套软硬一统的逆变焊机电路。
优越性:
1,可组建全系列的软开关、硬开关逆变焊机!单管模块可以兼容!
2,电路原理有连续性,实用可操作,工人易于掌控。
3,让焊机修配制作变得十分的方便。也令旧焊机的改造变得简单化。
4,。元器件等材料规范性强,通用方便管理!让全系列焊机变得简单化。
5,。适应逆变焊机电路发展和变化
攻略:最新一代,优化板的技术方案!…一套软硬一统的逆变焊机电路。
优越性:
1,可组建全系列的软开关、硬开关逆变焊机!单管模块可以兼容!
2,电路原理有连续性,实用可操作,工人易于掌控。
3,让焊机修配制作变得十分的方便。也令旧焊机的改造变得简单化。
4,。元器件等材料规范性强,通用方便管理!让全系列焊机变得简单化。
5,。适应逆变焊机电路发展和变化
 嗯,很新颖的攻略呢,逆变焊机的电路很实用而且操作性很强,检测焊机电路时使用的电流表要求也会相应的有所提高,总的来说逆变焊机规范性很强,管理更加方便了。
嗯,很新颖的攻略呢,逆变焊机的电路很实用而且操作性很强,检测焊机电路时使用的电流表要求也会相应的有所提高,总的来说逆变焊机规范性很强,管理更加方便了。从模拟开关电源到数字开关电源之我见
数字开关电源的面世至今已有很长时间,三年前我在网上认识了一位dsp数字开关电源的专家,大家一拍即合,确定由他负责软件,本人专攻硬件。三年虽苦但也乐在其中,2012年巳将所有产品转型为数字开关电源。功率由几千瓦至100千瓦。
众所周知;模拟开关电源与数字开关电源有很大的区别,深奥的原理我不想提及,也没有必要去陈述,很多文章巳经分析得很透切,我以下列几点说一说我的见解。
1.从取样到执行模似电源只能靠外部硬件的选取来多次调整,真正试验起来很难,而数字电源因为有软件配合相对来说是较容易。
2. 对硬件的迭取数字电源远比模似电源易迭,如变压器 滤电容 电感等。
3. 在开关电源的基础上数字电源很容易升级为其它各种特殊用途电源,如频率和脉宽可调脉冲电源 溅镀电源 电镀电源 电动汽车充电电源 可调高压试验电源等等,可按对方提出设计要求,基本都可以满足,在这一点上模似电源根本没得比。
4. 只要将dsp数控板定格并调试好,无论电源功率多大,电压多高,改取样及微调即可,无须大动干戈。做大功率数控焊机更是易如反掌。
 可惜联系不到你哟
可惜联系不到你哟复17帖:以下是抄录文章,感觉广州泰达铭焊机说得很诚恳,丝毫没有夸夸其谈易如反掌之类话,就此文回复17帖吧;
。。。数字化焊机是个趋势,但是要实现有些不容易。
我是广州泰达铭焊机的,公司最初的定位就是做数字化焊机,但是在国内难度大,
首先是需要单片机高手,然后还需要学习DSP,我不说搞技术的,听他们说DSP很难学,
而且要搞通,学的比较熟练才可以,数字化最主要的是程序的问题,通过单片机,DSP技术,把程序植入计算机,国内的焊机大多都是模仿,
像瑞凌的焊机和峰火的焊机拆开完全一样,说白了就是抄,不过数字化焊机的价格也不便宜,这也不得不去考虑,
像OTC315的手工,氩弧焊两用数字化的焊机都在25000元
左右,国内的焊机这么贵市场推广很难,我是做焊机的说的是心里话,要真的把数字化焊机做出来有难度是真的,但真正的去做,
我们泰达铭是有这个实力的,关键是市场推广的难度,在国内还是低端市场的占有率高,目前泰达铭做的300A,
手工,氩弧焊两用的逆变焊机,采用了防尘,EMC等设计,也在借鉴吧,市场慢慢来,
我们计划在250A或者200A上去计划进行数字化,由浅入深吧!
焊机功略((4);
快速学习电焊机,三句话为纲,纲举目张;
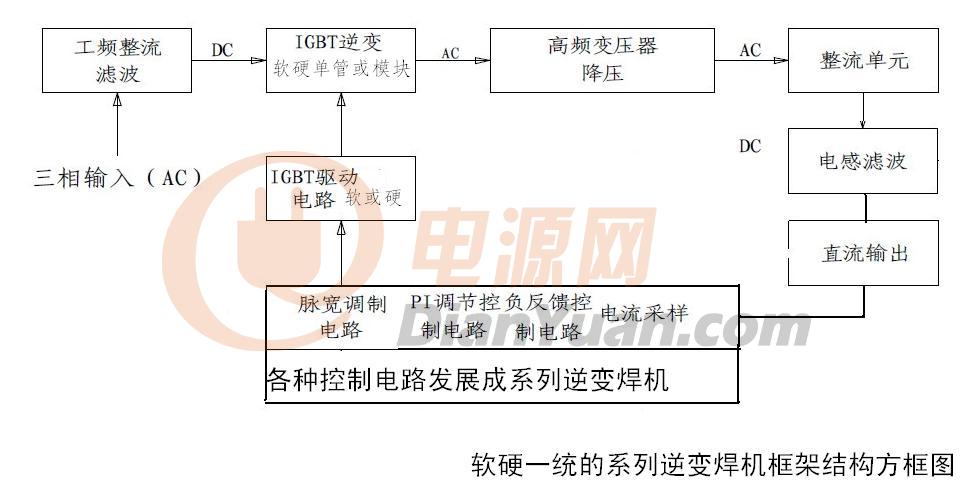
1,走通"主电路".
2,找出"控制环路".
3,读懂实用各类"功能控制电路"
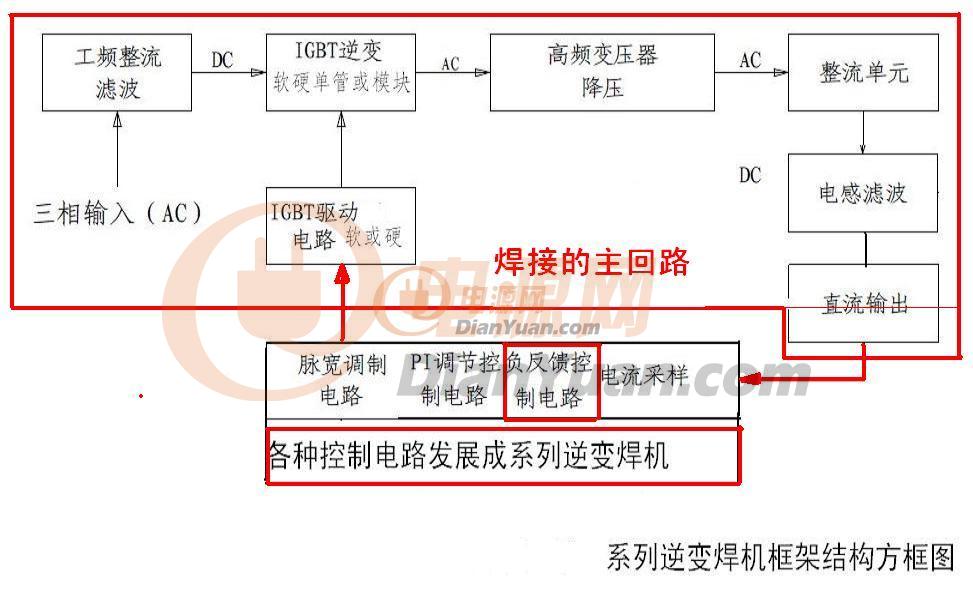
"主电路"---逆变焊机的核心,从方框图中左边电源输入侧到输出侧.学习的主要技术知识有;
*整流滤波和功率因数校正;
* 1,三相电整流和滤波,理论上三相全桥整流后直流分量为0.96,
但实际上电网三相不平衡的,所以纹波比理论值大很多,还可能是用发电机,情况更加复杂.
这是国内焊机最薄弱环节,而国外焊机在整流滤波和功率因数校正普遍制作精良用料十足.
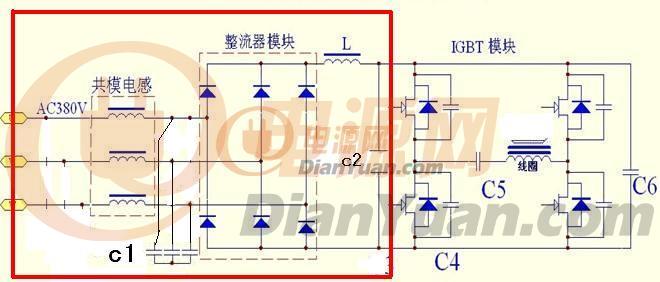
*共模电感般用¢65磁环挠制6-10t,电感量200-600uh. c1=0.1---1uf(切割机等必须要有)
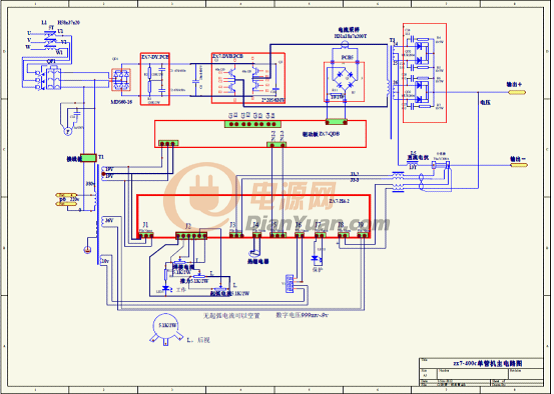
C2要看焊机功率,例如;软开关桥路zx7-400机,c2=20uf, zx7-500.c2=40uf.
C2的选用还要看焊机适用电网条件,恶劣电网要加大c2,例如並上200uf纸介电容.
C2还要看焊机是否用发电机供电.特殊要求.
2.,单相电下的整流滤波!
*单相电220v下的全波整流直流分量为0.45,电容滤波非常吃重.
1,标准的zx7-200,滤波电容要4个470uf/400电介电容.有人说装2个照样用,但在电网差劲处可能就炸管.
2,民用电功率的上限在5kw,倍压式单相机可能短暂拉出7-8kw.电网波形严重岐变,电压大幅度跌落,直到炸管.
单相焊机功率不易猛大,超越5KW,你用料再多.再好也没有实用意义,因为单相就是民用,逆反民用基本道理,这样的机型没有前景.
3,单端双管的焊机类似半波整流,对电网有严重偏磁效应,电网供电能力打折.,
单端双管的焊机引入中国卅年之久,早年的单端双管的焊机从市场全部退出了!坑害的厂上百家之多呵!
目前淘宝上有卖实际出力90a的一板机,打包成工具箱少量出口.获得成功!
*正激开关原理(拓扑)电路或反激开关原理电路(BOOST拓扑)
简单明了的说;正激开关原理的主变压器是传输功率,
正激开关原理的实际电路有;单端双管,半桥,全桥电路.
反激开关原理电路的主变压器主要是磁贮能,在200w以下开关电源广泛应用.
至今未见有BOOST焊机!
全桥电路.各类功率下焊机的模块和快恢复二极管的选配表;敬请参照3帖图表,再上传![]() 各种功率下焊机的模块选配表
各种功率下焊机的模块选配表
为什么省掉输出电抗?全桥电路.各类功率下焊机的主变压器的简单配置数据.
原则上省掉输出电抗正激原理无法成立?但是根据输出电流连续的计算结果是电感量只要2--3uh,
那么焊把线有几米其引线电感就有2--3UH够维持了!这样的引线电感量很小,优点;电流上冲,焊条还容易起弧,缺点;不过飞溅大,但是廉价机以省为主谁去管它飞溅不飞溅呢!
工业用大电流焊机;焊接用4--5mm焊条下,电抗电感量在40--100uh,电弧会柔软一些.
下面续写;外特性,下降特性,控制电路;没有分流器控制在哪?什么叫环,脉宽控制的闭环控制电路,sg3525,uc3846.
电流环线圈,双环控制,大环.小环,前馈控制,偏磁,铁芯阶梯式饱和,.......
许多人问;
很多焊机没有分流器?那怎么控制呢?
典型的控制电路,通常;采用专业的脉宽调制集成电路.SG-3525,在输出端用分流器采集电流样本,通过闭环达到控制.
根据自动控制原理;取样量这就是控制量.所以能形成下降电流外特性.这就是典型的控制.
那么如果没有分流器,怎么控制呢?
我们先从一种uc3842脉宽调制集成IC电路,来分析了解原因,它是从初级检测峰值电流作为取样量,来控制初级峰值电流,同在负载端峰值电流是比例关系,
所以被简接控制,而负载的平均值和峰值也有一种比例关系,
所以也被简接控制.控制精度一般性,被戏谑为半控电路.由于从初级检测峰值电流,靠近电源侧,也称为前馈控制.
后来产生了uc3846这是一款双环脉宽调制集成电路,
简单说溶合了sg3525+3842二种控制电路.通常称类拟sg3525的控制环为大环,而类似uc3842
控制环叫小环.
现在解释目前流行焊机,也采用uc3846,那分流器不用怎么办?
目前流行办法是(参阅上图)电流环线圈取样后一个峰值电流直接去作小环控制,另一方面又去积分作平均值充当大环控制.
优点;简单易用.缺点;控制粗糙,易产生杂音,只适用手工焊很难拓展到其它焊机品种.
有人问双环控制怎么回事;可以认为;大环主要控制稳态量,例如焊接电流为100a由大环主要控制.
而小环对电源侧有快而强的控制,,防止铁芯偏磁形成阶梯式饱和.