焊机攻略 (3) 双电压焊机的前景?。
**存在问题;目前双电压焊机存在的问题;
1;没有行业标凖。大厂不做、小厂烂造。
2;市售机返修率太高,—年内,返修率约5--10%。
理论上双电压焊机是不应该上市坑人的,但实际上在泛烂,它的原因可能是;
1,用户有贪多买心理!
2. 经销商的忽悠!
3,小厂烂造。
如果你是生产者,盲目投入十万二十万票子,搞起一款不够成熟的双电压焊机,待几个月后返回修一大批!这时,你可能会感觉“伤不起”而烦恼。
如果你是经销商,若返修率—年10%。白忙乎—年也就别挣钱了。!
*双电压焊机说明:双电压焊机就是;使用的电网,电压在220v/380v都能行,逆变焊机内部能自动识别自动切换。
**优点;
双电压焊机,电压在220v时,由于倍压,主回路工作于高电压,效率高,比普通 220v
机明显有力!
在380v时二线用电也可,特别是流动作业、工地应用相当方便。
*双电压焊机按电路特点区分,有二类;
1;倍压式;这类双电压焊机一般是采用二线220v及二线380v,
*在380v时直接整流,由于是二线,其效果相当于三相机的缺相状态!
全波三相的整流后直流分量为0.96,所以三相整流后仅需轻微电容泸波,
而二线整流后的直流分量为0.45,二线整流后的需大容量的电容泸波,查开关电源资料大约6kw需要12支470u/450v电解!
例如;380v二线整流后需大量级的电容泸波后可得U0=380V.*1.2=456V。
*在220v时采取倍压整流,大约6kw也需要12支470u/450v电解!
由于是二线220,U0=220*1.2*2=528V。可见二相220V时由于倍压获得直流电压还略高!
这样也提供了主变设计数据,有兴趣可参考攻略(2)
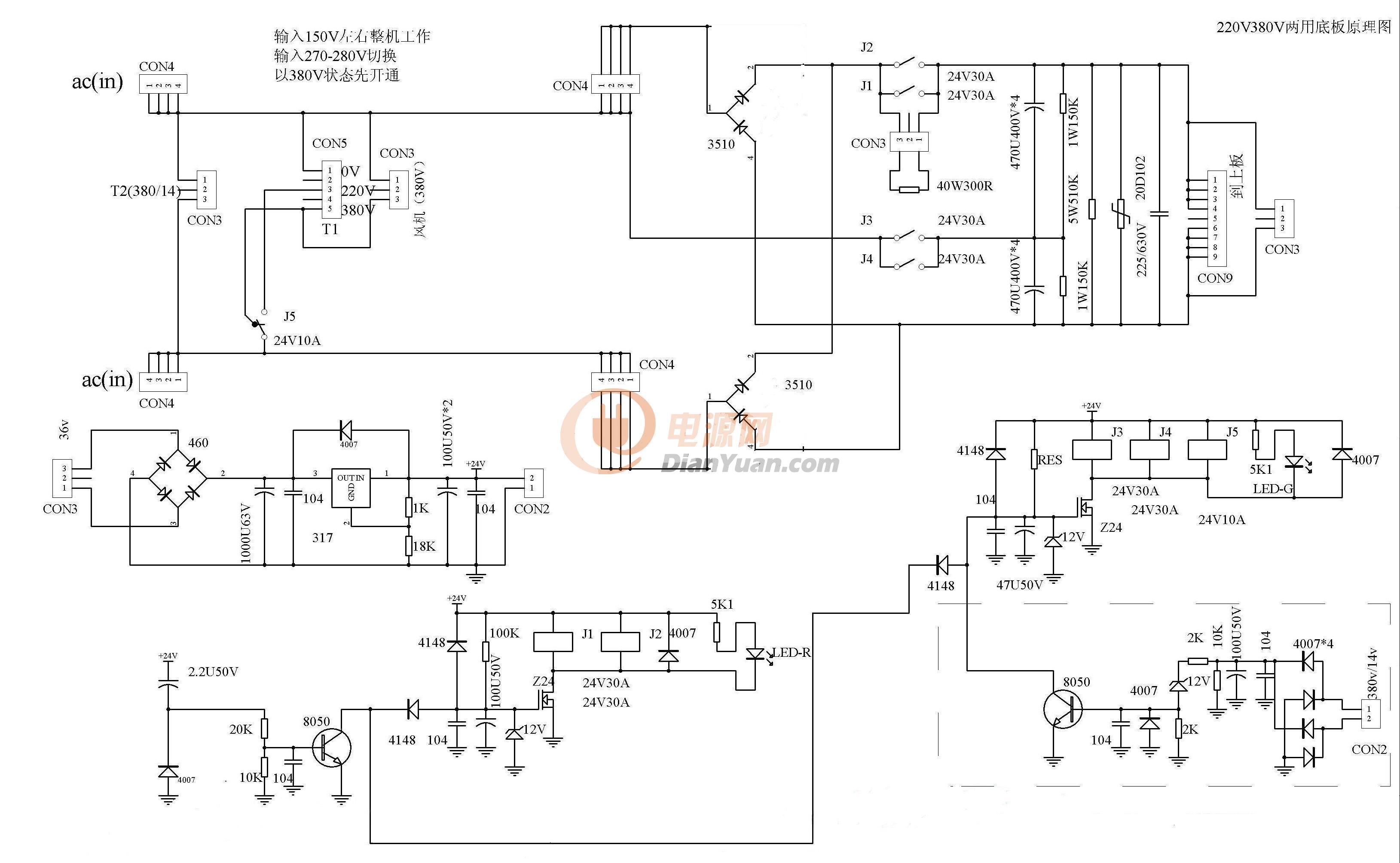
2;抽头式;这类双电压焊机一般是三及二线380v,二线220v也可用,由于220v时直流电压偏低U0=220*1.2=264V,所以切换主逆变变压器初级抽头以适应!
这类双电压焊机以380V为主,二线220/380为付助(实用功率要大幅度变小)。
这类双电压焊机故障率极低。