
手工直流电焊机改CO2气保焊机
最近有浙江安吉的网友朱同志突发奇想:用zx7-400焊机该成co2气保焊,据说安吉是全国最大的钢家具生产集散地,250安以下co2气保焊用量特大.以下是我改的方案:
全部回复(98)
正序查看
倒序查看
现在还没有回复呢,说说你的想法
 500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/80/121250489231.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/80/121250489231.jpg');}" onmousewheel="return imgzoom(this);">@董万华
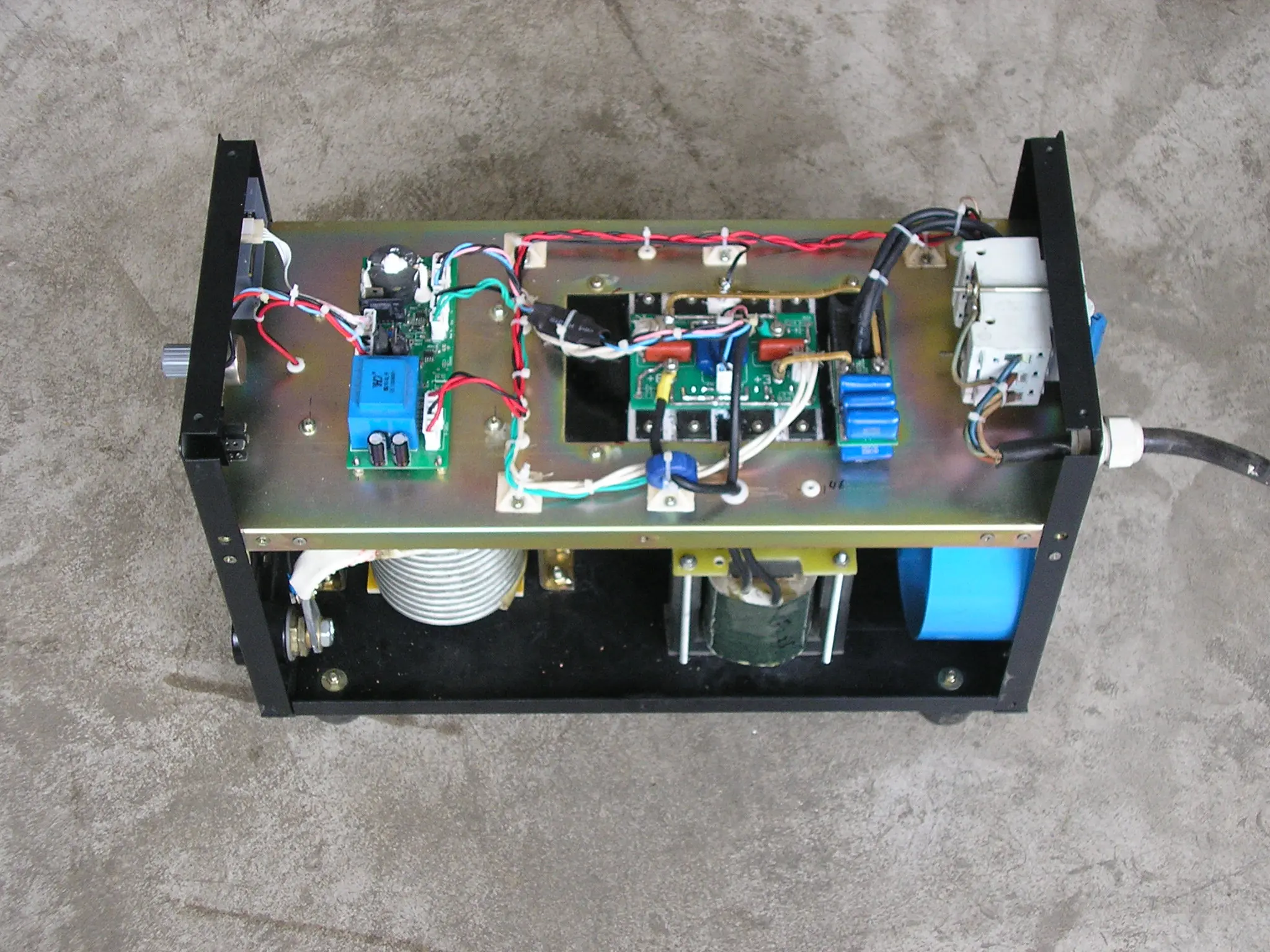
电焊机原结构[图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/80/121250489231.jpg');}"onmousewheel="returnimgzoom(this);">
要更换控制板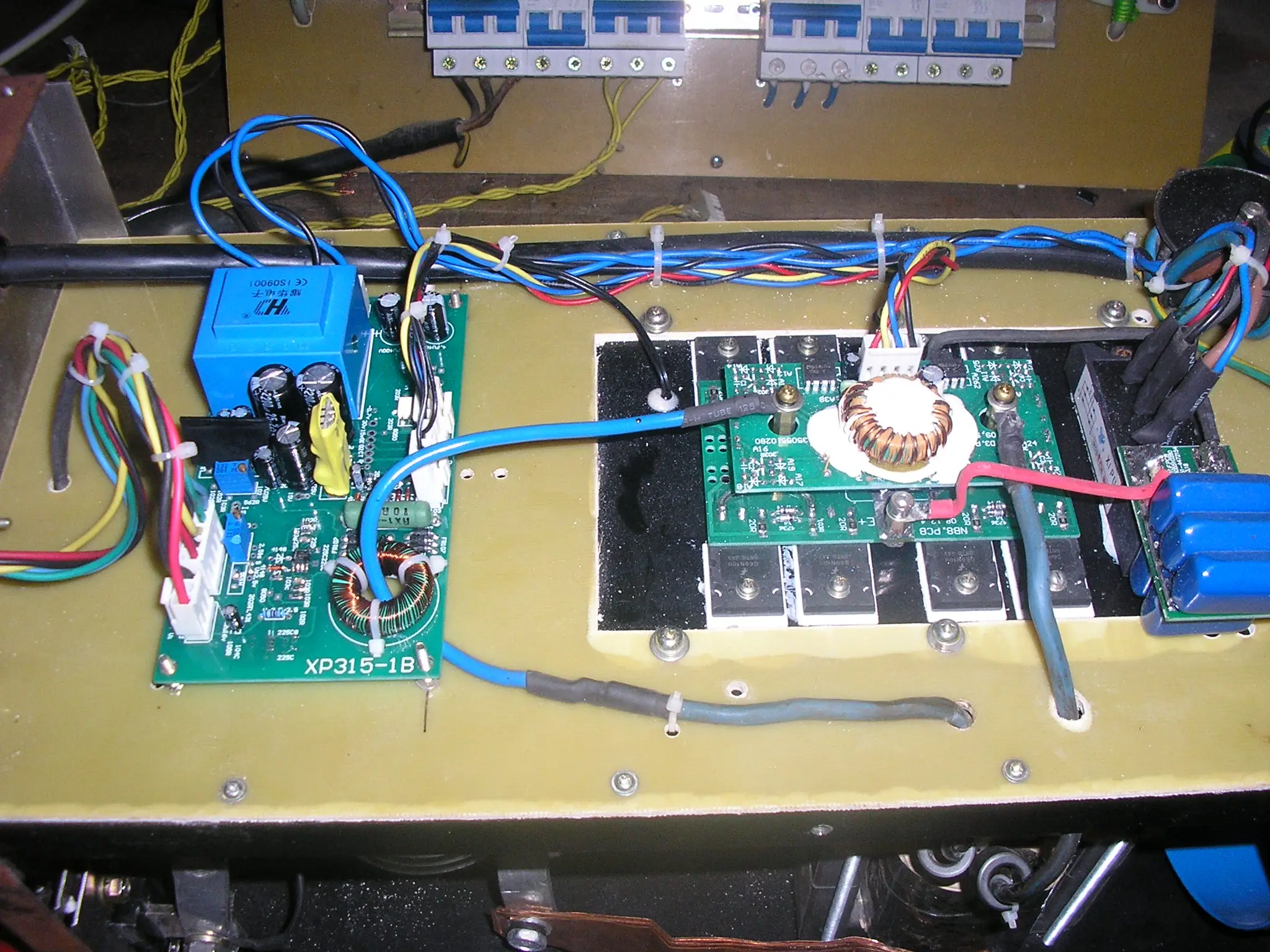 500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/80/121250489361.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/80/121250489361.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/80/121250489361.jpg');}" onmousewheel="return imgzoom(this);"> 0
回复
提示
@董万华
要更换控制板[图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/80/121250489361.jpg');}"onmousewheel="returnimgzoom(this);">
董老师的焊机看似简单,却很实用,时代逆变315的机子用50安120伏的igbt模块,他400安的机子用60安1000伏的igbt单管两只并联,就是120安,真是很足量.他的桥路设计更加科学,保护触发电路俱全,参数选择合理,造价低廉,却有耐用可靠,我研究过他的电镀电源上用的触发电路就比时代逆变的要科学,简单适用,他的整流桥路不用很大的电解电容,只用必要的聚丙烯电容,既可以简化上电延时电路,又可以减小短路冲击.他用一次电流作为反馈电流的技术既可以不用电流互感器,又能使得调整更既快捷,保护根迅速,二氧化碳保护焊需要缓降外拖的外特性,需要足够的功率、安全余量,别人的机子我没保证,董老师的机子应当是没有问题的.用400安的手弧焊机改250的二氧化碳保护焊,确实是很科学的,我侧过一般二氧化碳保护焊的电流最大为200安,需要最大400安的短路熔滴过渡电流,一般的机子要不就是保护,要不就是过渡不顺利,老董的机子用料很足应当是没有问题的.
0
回复
提示
@hxkd741852
董老师的焊机看似简单,却很实用,时代逆变315的机子用50安120伏的igbt模块,他400安的机子用60安1000伏的igbt单管两只并联,就是120安,真是很足量.他的桥路设计更加科学,保护触发电路俱全,参数选择合理,造价低廉,却有耐用可靠,我研究过他的电镀电源上用的触发电路就比时代逆变的要科学,简单适用,他的整流桥路不用很大的电解电容,只用必要的聚丙烯电容,既可以简化上电延时电路,又可以减小短路冲击.他用一次电流作为反馈电流的技术既可以不用电流互感器,又能使得调整更既快捷,保护根迅速,二氧化碳保护焊需要缓降外拖的外特性,需要足够的功率、安全余量,别人的机子我没保证,董老师的机子应当是没有问题的.用400安的手弧焊机改250的二氧化碳保护焊,确实是很科学的,我侧过一般二氧化碳保护焊的电流最大为200安,需要最大400安的短路熔滴过渡电流,一般的机子要不就是保护,要不就是过渡不顺利,老董的机子用料很足应当是没有问题的.
天下有奶水才是真的娘
0
回复
提示
@董万华
你可以不参与,激将法没意义,我寻有缘人:深圳或上海有实力的朋友,联合生产电焊机,二十年的功力非你能理解.大批量生产zx7-400国标电焊机不超过850元,信则有不信则无!
zx7-250 500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/80/121250652011.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/80/121250652011.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/80/121250652011.jpg');}" onmousewheel="return imgzoom(this);"> 0
回复
提示
@董万华
zx7-250[图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/80/121250652011.jpg');}"onmousewheel="returnimgzoom(this);">
此款机是zx7-250请与某公司zx7-400对比一下.以此说明我的zx7-400的真实性
0
回复
提示
@hxkd741852
董老师的焊机看似简单,却很实用,时代逆变315的机子用50安120伏的igbt模块,他400安的机子用60安1000伏的igbt单管两只并联,就是120安,真是很足量.他的桥路设计更加科学,保护触发电路俱全,参数选择合理,造价低廉,却有耐用可靠,我研究过他的电镀电源上用的触发电路就比时代逆变的要科学,简单适用,他的整流桥路不用很大的电解电容,只用必要的聚丙烯电容,既可以简化上电延时电路,又可以减小短路冲击.他用一次电流作为反馈电流的技术既可以不用电流互感器,又能使得调整更既快捷,保护根迅速,二氧化碳保护焊需要缓降外拖的外特性,需要足够的功率、安全余量,别人的机子我没保证,董老师的机子应当是没有问题的.用400安的手弧焊机改250的二氧化碳保护焊,确实是很科学的,我侧过一般二氧化碳保护焊的电流最大为200安,需要最大400安的短路熔滴过渡电流,一般的机子要不就是保护,要不就是过渡不顺利,老董的机子用料很足应当是没有问题的.
说你不懂呢,你还在这儿冒充内行.二氧化碳气体保护焊机是缓降带外拖特性吗?还想用ZX7的来改,改你个头!缓降特性是BX系列交流焊机的特性.ZX7系列是陡降带外拖特性.二氧化碳气体保护焊机是平特性,也就是说反馈要采用电压负反馈来实现.连机器的特性都没搞懂,就在这儿高谈阔论什么?
0
回复
提示
@董万华
zx7-250[图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/80/121250652011.jpg');}"onmousewheel="returnimgzoom(this);">
什么破玩意!指出几点不足.1.三相整流模块太小,看你机器用的那封装应该是富士的20整流桥吧?ZX7400的机器原边电流是多少?你自己根据你的变比算算. 佳士的MIG250采用的42:4的变比,原边最大电流都有20几安培,你那是400A机器,该多少?20A整流桥功率够吗?2.你用的是富士的60N100单管IGBT, 参数60A/1000V,25度标称值,到了70度额定电流还有多少?你自己去查一下.3.该型号IGBT内部不带反并联的快恢复二极管,怎么嵌位尖峰电压,要么就是在桥臂上并联快恢复二极管,但是我看你那板上根本就没这玩意.4.二氧化碳保护焊机属于是半自动焊机,因此连续工作时间比手工焊长,在设计的时候功率器件要降额使用,也就是说:比如要设计一台250A保护焊机,功率器件要按照315A的手工焊的额定电流计算.综上几点所述,你那机器不爆管爆得满天飞才怪.
0
回复
提示
@焊机图纸
懂工,我给你个奥太NBC500的图纸学习一下,在做焊机,免得是这里闹笑话.
 500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/80/121250729632.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/80/121250729632.jpg');}" onmousewheel="return imgzoom(this);"> 0
回复
提示
