你用的是什么电阻?
用0.5欧的镍铬丝并联试试。
这方法有用,好象溶池也会有改善
我也用过0.5 的电阻线并联过电抗.但效果始终不如逆变的掌握的好.我觉的是0.5的电阻好像小点.焊接时声音大.
逆变机如果做得不好,起弧还比不上抽头机。
抽头机做好了还不错的,起弧,飞渐,焊缝成型比逆变机差不了,更主要的是故障率低,用着放心。只是机器重一点,调节不太方面,特别是分体式远距离焊机。
现在看来 小抽头焊机还是有优势的 起弧不爆这个好解决~
没见过动圈的,只见过碳刷的。
照那电感做,肯定一样有爆。
但,你说的他那机确实是引弧不爆,但不是在电感上,而是在线路板上。
国内现在很多用的线路板,本身就没注意这问题,单纯从电感上去想办法,和加旁路电阻,不会解决这个引弧问题的。
有时间,建议看看大电【FX-200】的线路板图吧。
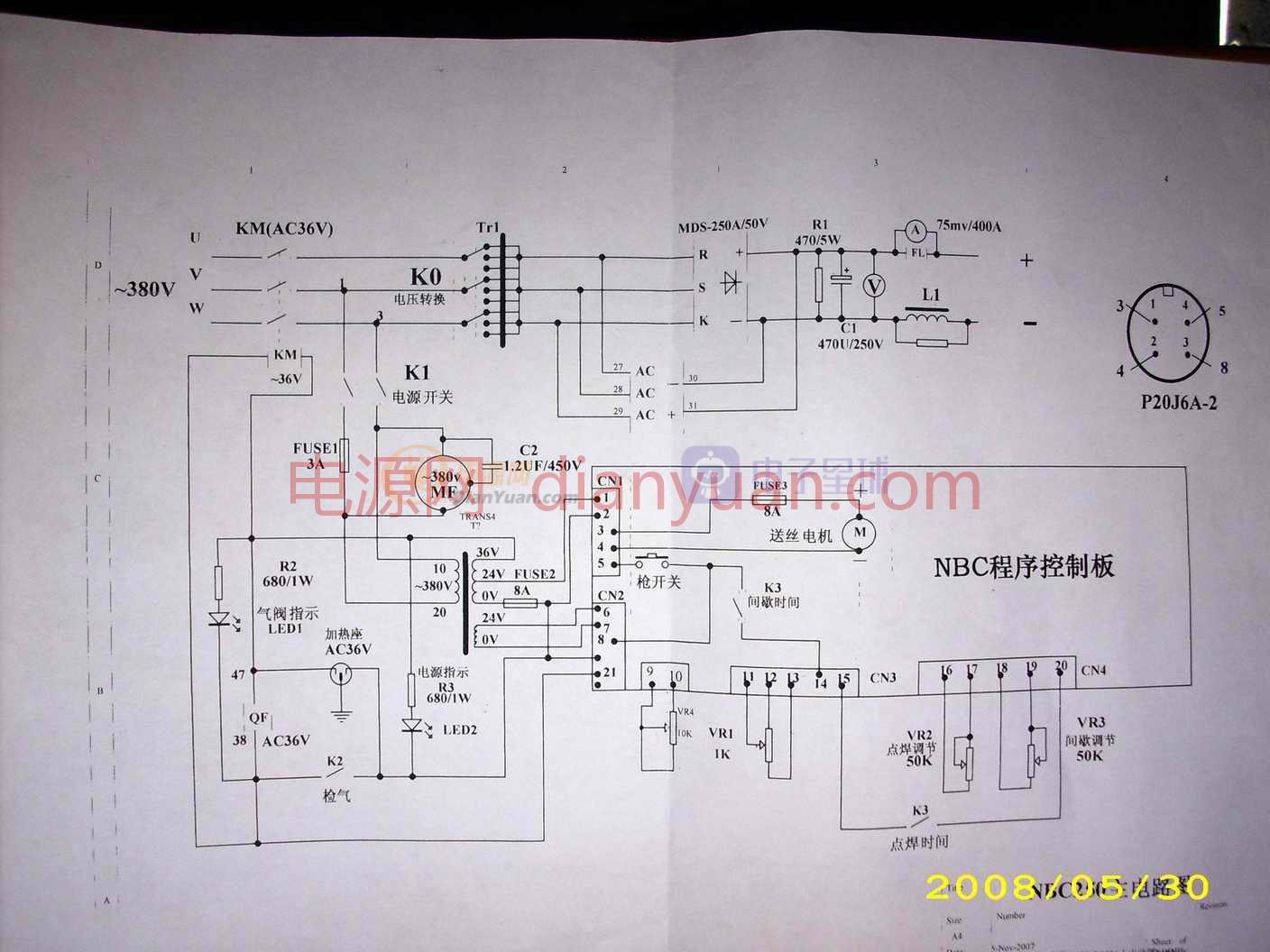
主电接法:
三角的,最好是一边接接触器,一边接主电,这样,在同功率的输出上,接触器上流过触电的电流是主电的一半。
这点,对引弧爆不爆没关系。
Y接法,最好是控制进电为好,这样在没通电时,主变压器不带电,安全重要。
抽头的档位最好接到公共端,出线方便,简明。
不工作时都有电压就不爆?不会吧
我修过国产的垃圾机,只要一通电,连外壳都带电,但照样不好用呀
起弧爆是因为起弧瞬间电流大,速度慢啊,要搞清原理就好办啦
解决起弧爆的问题理论上有几种方法:高弧压慢送丝,输出并储能电容,起弧瞬时短路电抗,目的都是在起弧瞬间能有较大能量输出。但实践效果都不尽人意,因为抽头机对于收弧小球的问题没有办法解决,使的在下次引弧时因小球的存在而引弧成功率并没有大的提高。
我试验过,在电抗上并联一个阻容为了起弧瞬间不爆,输出也并个电容,为小消除小球。我觉的效果还可以。不知还有什么好的方法。
哦,
单相的我觉的爆的厉害.
单CO2气保焊不错呀、和三相差不多、飞贱很小、、成本极低、记得以前有个国外客户来工厂考查、评论飞常好、、
抽头的呀、、做气保要弄明白原理、、再结合实验、操作才有可能做到最好、、记得当时我们的产品对比台州的生产的、真是一个天上一个地下、、我就想不通台州的单相抽头CO2可以说基本没法用、但还是可以出口、并且出口量非大、、