逆变等离子切割机引弧的问题!
非转移弧的比较简单,接触工件高频打火引起空气电离,立即产生电弧。
转移弧问题比效复杂;
-,先打高频,在产生转移弧,这个转移弧被压缩空气吹向工件引起主弧,
所以距离工件5-6毫米就能起弧称为转移弧起弧!
目前有二种方法
1,转移弧和高频是定时的.即1-2秒后停止。
2,不定时,有主电流后才停止。
这二种办法都有严重缺点和问题,
第一种方法在1-2秒停止时.主弧没有产生.引弧电源被接触器强拉停,引起拉弧
烧触点,特别是切割内部发生短路的情况,
第二种情况更糟,经常地线不通情况下!工人长时间打火不停,直到烧机内大功
率电阻,为了应付这类情况许多机器不惜使用200瓦…500瓦琺瑯电阻!
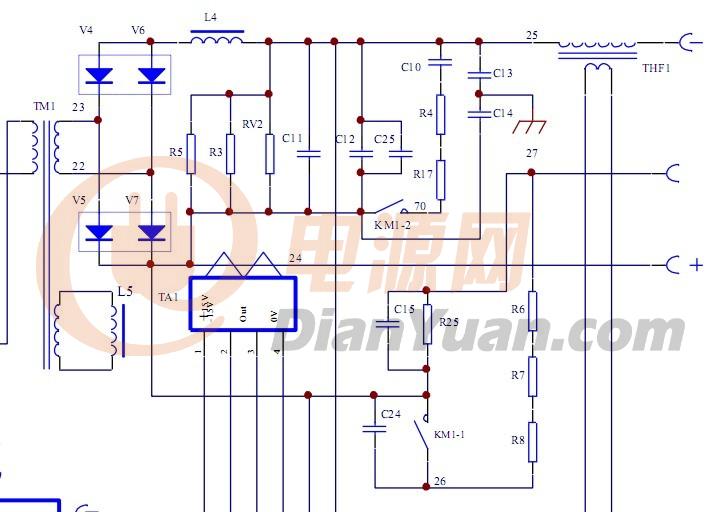
那么有没有更好的办法呢?我先参考国内几款机供大家参考;
1;奧太款,采用霍耳中穿5圈作为起弧电流的限流,但第二种上长打火问题能否
解决呢!
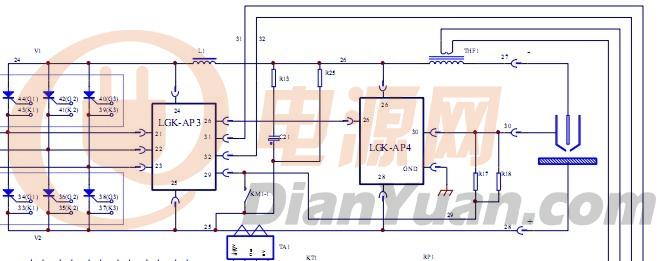
2,富力款;单独做一个引弧电源,另用一个功率管逆变,就不存在烧接触器问
题了!
看看大家有什么好主意。