
各位大虾、七年斑竹:
因为铜价太高,我公司想用铝线做一款产品,请教如何焊接,以及助焊剂该用哪种,听说有款韩国的助焊剂很好,请提供厂商电话.相关的厂商也可以联系我.谢谢!yzwuni@yahoo.com.cn
求铜铝线的焊接工艺和助焊剂
全部回复(13)
正序查看
倒序查看
现在还没有回复呢,说说你的想法
@feinide
深圳市艾可欣科技专业研发生产销售铝漆包线焊接专用助焊剂(铝钎剂),本产品通过SGS认证,在铝和铝合金(铝线与铝线焊接、铝线与铜线焊接)上面具有润湿时间短、焊接迅速、焊点光亮、饱满、可靠、焊后无残留、无腐蚀等优点,得到广大变压器、电机、整流器、电磁炉等生产厂商的认可.各位有需求请来电!罗小姐0755-28167384,手机:13501556936
厦门市及时雨焊料有限公司主要生产电子级锡铋铜锑中温无铅焊锡膏、锡铋焊锡膏、锡银铜焊锡膏、无松香免洗助焊剂、免洗助焊膏、Sn/Pb合金焊料等各类焊料,其中主要产品还成为“国家重点新产品”、“厦门市重点新产品”.
目前我司新推出一款焊铝助焊剂 AL-88,它是无铅环保铝助焊剂,符合RoHS要求.
AL-88助焊剂是一款性能优良的铝助焊剂,用于铝材间及与铜等金属焊接,润湿性好,焊后焊点光亮均匀.主要适用于生产各高低变压器,动力配电箱,照明配电箱,高精度全自动稳压器,隔离式各种型号变压器,电机等.它能快速有效地去除铝氧化膜,降低焊料的表面张力,增强润湿性,焊点光亮,焊接可靠性好,牢靠坚硬从而达到完美的焊接效果.
特点:
1、本品为无色或淡黄色液体.
2、本品质量稳定.
3、焊点饱满,光亮,残余少.
4、焊接可靠性好,牢固,焊点导电性好.
5、绝缘阻抗好,高压测试直通率好.
6、无腐蚀.将铝线浸泡助焊剂中1个月,无腐蚀现象发生.
包装:400ml/瓶
该产品配有完备的资料(MSDS资料表、SGS检测报告,使用说明书等)
若有需求请来电:0592-5736172 13806076450柯小姐,谢谢!
目前我司新推出一款焊铝助焊剂 AL-88,它是无铅环保铝助焊剂,符合RoHS要求.
AL-88助焊剂是一款性能优良的铝助焊剂,用于铝材间及与铜等金属焊接,润湿性好,焊后焊点光亮均匀.主要适用于生产各高低变压器,动力配电箱,照明配电箱,高精度全自动稳压器,隔离式各种型号变压器,电机等.它能快速有效地去除铝氧化膜,降低焊料的表面张力,增强润湿性,焊点光亮,焊接可靠性好,牢靠坚硬从而达到完美的焊接效果.
特点:
1、本品为无色或淡黄色液体.
2、本品质量稳定.
3、焊点饱满,光亮,残余少.
4、焊接可靠性好,牢固,焊点导电性好.
5、绝缘阻抗好,高压测试直通率好.
6、无腐蚀.将铝线浸泡助焊剂中1个月,无腐蚀现象发生.
包装:400ml/瓶
该产品配有完备的资料(MSDS资料表、SGS检测报告,使用说明书等)
若有需求请来电:0592-5736172 13806076450柯小姐,谢谢!
0
回复
提示
@jissyuke
厦门市及时雨焊料有限公司主要生产电子级锡铋铜锑中温无铅焊锡膏、锡铋焊锡膏、锡银铜焊锡膏、无松香免洗助焊剂、免洗助焊膏、Sn/Pb合金焊料等各类焊料,其中主要产品还成为“国家重点新产品”、“厦门市重点新产品”. 目前我司新推出一款焊铝助焊剂AL-88,它是无铅环保铝助焊剂,符合RoHS要求.AL-88助焊剂是一款性能优良的铝助焊剂,用于铝材间及与铜等金属焊接,润湿性好,焊后焊点光亮均匀.主要适用于生产各高低变压器,动力配电箱,照明配电箱,高精度全自动稳压器,隔离式各种型号变压器,电机等.它能快速有效地去除铝氧化膜,降低焊料的表面张力,增强润湿性,焊点光亮,焊接可靠性好,牢靠坚硬从而达到完美的焊接效果.特点:1、本品为无色或淡黄色液体.2、本品质量稳定.3、焊点饱满,光亮,残余少.4、焊接可靠性好,牢固,焊点导电性好.5、绝缘阻抗好,高压测试直通率好.6、无腐蚀.将铝线浸泡助焊剂中1个月,无腐蚀现象发生.包装:400ml/瓶该产品配有完备的资料(MSDS资料表、SGS检测报告,使用说明书等)若有需求请来电:0592-5736172 13806076450柯小姐,谢谢!
sealeg120铜铝焊丝简介:
用于铝和铜,铝和其他金属焊接的低温超强焊丝
对于几乎所有金属,拥有优异的湿润和流动性能
即使在175℃的高温下,仍能保持很高的强度
比其他同类焊丝拥有更好的抗腐蚀性能和更高的抗拉强度
应用:
冰箱,空调中的铜管,铝管,铜铝管的焊接
铝的散热器
锌压铸件的焊接修复
各种不同金属之间的焊接,如铜和铝,铝和不锈钢,铜和不锈钢等等
同样可以用于焊接阳极氧化铝
技术参数:
抗拉强度 达到20,000psi(磅/平方英寸),(145牛顿/平方毫米)
工作温度 265℃
颜色匹配性 对铝很好
导电率 良好
耐腐蚀性 良好
焊接注意事项:
彻底清洁连接区
为取得最佳效果,保持连接间隙不超过0.006”.
用sealeg120助焊剂完整覆盖连接区;
用软性火焰小心加热零件,不要烧燃焊剂.一旦焊剂起泡,将焊丝插入焊剂并移动到连接区.
缓慢冷却.用热水和硬刷消除所有焊剂残留物.
如有需求可联系:
E-mail:sealeg-manager@hotmail.com
电话:15822747881 王先生
或QQ交流:569253755
 500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/71/2964501226897044.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/71/2964501226897044.jpg');}" onmousewheel="return imgzoom(this);">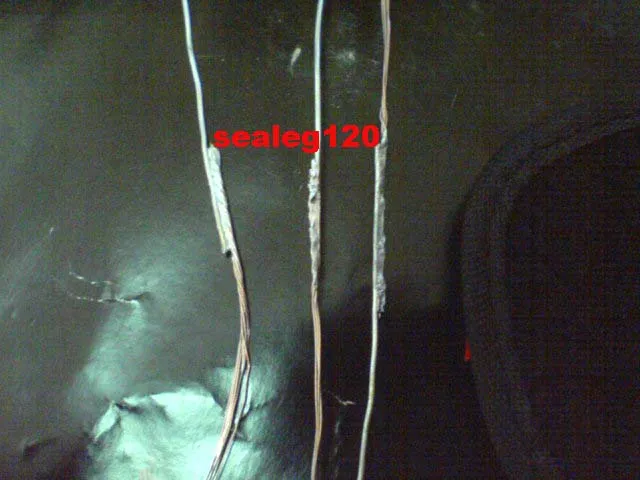 500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/71/2964501226897059.jpg');}" onmousewheel="return imgzoom(this);">
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/71/2964501226897059.jpg');}" onmousewheel="return imgzoom(this);">
用于铝和铜,铝和其他金属焊接的低温超强焊丝
对于几乎所有金属,拥有优异的湿润和流动性能
即使在175℃的高温下,仍能保持很高的强度
比其他同类焊丝拥有更好的抗腐蚀性能和更高的抗拉强度
应用:
冰箱,空调中的铜管,铝管,铜铝管的焊接
铝的散热器
锌压铸件的焊接修复
各种不同金属之间的焊接,如铜和铝,铝和不锈钢,铜和不锈钢等等
同样可以用于焊接阳极氧化铝
技术参数:
抗拉强度 达到20,000psi(磅/平方英寸),(145牛顿/平方毫米)
工作温度 265℃
颜色匹配性 对铝很好
导电率 良好
耐腐蚀性 良好
焊接注意事项:
彻底清洁连接区
为取得最佳效果,保持连接间隙不超过0.006”.
用sealeg120助焊剂完整覆盖连接区;
用软性火焰小心加热零件,不要烧燃焊剂.一旦焊剂起泡,将焊丝插入焊剂并移动到连接区.
缓慢冷却.用热水和硬刷消除所有焊剂残留物.
如有需求可联系:
E-mail:sealeg-manager@hotmail.com
电话:15822747881 王先生
或QQ交流:569253755
500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/71/2964501226897044.jpg');}" onmousewheel="return imgzoom(this);">500) {this.resized=true; this.width=500; this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}" onclick="if(!this.resized) {return true;} else {window.open('http://u.dianyuan.com/bbs/u/71/2964501226897059.jpg');}" onmousewheel="return imgzoom(this);"> 0
回复
提示
@shenyangwf
sealeg120铜铝焊丝简介:用于铝和铜,铝和其他金属焊接的低温超强焊丝对于几乎所有金属,拥有优异的湿润和流动性能即使在175℃的高温下,仍能保持很高的强度比其他同类焊丝拥有更好的抗腐蚀性能和更高的抗拉强度应用:冰箱,空调中的铜管,铝管,铜铝管的焊接铝的散热器锌压铸件的焊接修复各种不同金属之间的焊接,如铜和铝,铝和不锈钢,铜和不锈钢等等同样可以用于焊接阳极氧化铝技术参数:抗拉强度 达到20,000psi(磅/平方英寸),(145牛顿/平方毫米)工作温度 265℃颜色匹配性 对铝很好导电率 良好耐腐蚀性 良好焊接注意事项:彻底清洁连接区为取得最佳效果,保持连接间隙不超过0.006”.用sealeg120助焊剂完整覆盖连接区;用软性火焰小心加热零件,不要烧燃焊剂.一旦焊剂起泡,将焊丝插入焊剂并移动到连接区.缓慢冷却.用热水和硬刷消除所有焊剂残留物.如有需求可联系:E-mail:sealeg-manager@hotmail.com电话:15822747881王先生或QQ交流:569253755[图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/71/2964501226897044.jpg');}"onmousewheel="returnimgzoom(this);">[图片]500){this.resized=true;this.width=500;this.alt='这是一张缩略图,点击可放大。\n按住CTRL,滚动鼠标滚轮可自由缩放';this.style.cursor='hand'}"onclick="if(!this.resized){returntrue;}else{window.open('http://u.dianyuan.com/bbs/u/71/2964501226897059.jpg');}"onmousewheel="returnimgzoom(this);">
sealeg120助焊剂具有熔点低,只有265度,电烙铁即可焊接铝,铜,不锈钢以及他们之间的焊接.
具有良好的湿润性和可有效快速地溶解氧化膜,配合焊丝使用,焊点饱满光亮牢靠,焊后不开裂,无腐蚀,环保等优点.
铜铝焊接专题博客http://blog.sina.com.cn/weldingrod
有兴趣的朋友可以发邮件,联系我们
E-mail:sealeg-manager@hotmail.com
电话:15822747881
或QQ交流:569253755
具有良好的湿润性和可有效快速地溶解氧化膜,配合焊丝使用,焊点饱满光亮牢靠,焊后不开裂,无腐蚀,环保等优点.
铜铝焊接专题博客http://blog.sina.com.cn/weldingrod
有兴趣的朋友可以发邮件,联系我们
E-mail:sealeg-manager@hotmail.com
电话:15822747881
或QQ交流:569253755
0
回复
提示
我公司经过多年潜心研究开发生产的铝漆包线专用助焊剂(铝钎剂),采用高科技多组元独特配方,选取进口高纯度化工原料,能快速有效的去除铝材表面氧化膜,增强焊料和母材表面活性,降低母材表面张力,增强焊料扩展性,从而达到完美高强度焊接效果。
本产品通过SGS认证,在铝和铝合金(铝线与铝线焊接、铝线与铜线焊接)上面具有润湿时间短、焊接迅速、焊点光亮、饱满、可靠、焊后无残留、无腐蚀等优点,得到广大变压器、电机、整流器、电磁炉等生产厂商的认可。
本品适用于生产各高低变压器、动力配电箱、照明配电箱、大功率稳压器、高精度全自动变压器、隔离式各种型号变压器、电焊机、电机、电感、镇流器等的铝漆包线与引线的焊接。
脱漆粉 漆包线脱漆粉
本品为白色片状或粉状晶体,适用于铜漆包线、铝漆包线以及铜包铝漆包线的脱漆,取适量本品放在铁制容器内加热至液态后,将要脱漆的部分进入液体内部,大概2-3秒内可迅速去处各种漆包线的漆包膜,特别适合大规模作业,是各变压器、电机、电感等电磁行业公司脱漆之首选产品。
注意:本品有一定的腐蚀性,使用时请戴好防护手套和护目镜,工作温度350摄氏度以下。
a-620脱漆剂 本品是一种技术含量较高的产品,该品含有特殊“促进剂”,为目前市场上较强的脱漆剂,能满足电子行业流水作业的需要,使用方便,脱漆迅速。解除了市场一些(包括进口产品)脱漆后对铜线产生的过腐蚀现象。
。因含有微量“助焊剂”所以有助焊功能。
。脱漆后铜线表面光洁,焊接更容易,操作更方便。
。适用范围:QZ、QA、QQ、QH、QZY、Q、A等型及纤维绕包线。
。使用方法:
1、 用前将包装桶(瓶)先摇晃,用陶瓷或玻璃器具盛放A-610原液。
2、 将漆包线待退部分浸入脱漆剂中沾一下,取出裸露至空气中,时间5秒至8秒。
3、 观察到漆包线全部起泡后,及时用布擦去漆皮即可。
4、 环境温度低于20℃,产品表面产生白色析出物,稠度变高,。注意事项:
1、 本品应远离儿童,开瓶应注意安全,防止灼伤。
2、 使用脱漆剂的场所要保持通风良好。
3、 不要在脱漆剂中添加任何药剂,以免造成脱漆剂先效或性能下降。
4、 作业时宜穿戴防护衣具,避免药液触及眼睛皮肤,若不慎碰触,可用大量水冲洗。(严重必要时需就医诊断)
5、 品之储存宜放置于通风阴凉处,避免太阳直晒。
6、 本产品不用时应密盖,以免有效成分走失。
。包装:500g/瓶
铝漆包线焊锡丝
为应对目前家电行业日益复杂的采购需求,我司自主研发生产铝漆包线专用焊锡丝,该产品在铝漆包线的焊接流程中节省时间、节约成本、减少工序、焊点光亮、可靠、无腐蚀,从根本上解决了铝漆包线的焊接问题,该项研究成果将极大的促进铝漆包线代替铜漆包线的进程,并奠定了电磁行业发展的方向,铝代铜不再是广大电磁行业的一个廉价的替补资源,而是一个稳定可靠的替代资源。
一、铝焊锡丝相对优势
目前市场上铝焊锡丝内的助焊剂采用的是液体状态,使用时飞溅伤人,并且由于液体汽化时产生飞溅,导致焊点里面存在气孔,造成虚焊。另外由于是传统液体配方,腐蚀性强,导致焊锡丝保质期短,不使用时还要密封线口,以防止线内的助焊剂外流。
我公司铝焊锡丝内助焊剂采用多元最新固体配方,性能稳定,无腐蚀,焊接不飞溅,焊点饱满、可靠。不使用时候也不用强行密封线口,保质期长,性能稳定。
0
回复
提示

@tianliang1806
忘了写联系方式了。不好意思王天亮 13823162050 我对铝漆包线焊接[图片] 这个行业非常熟悉,欢迎来电交流
铜线和铝线锡焊要使用铜铝助焊剂,杭州辛达狼焊接科技有限公司集美国和日本技术之大成,成功开发出铜铝异种锡焊用的助焊剂(型号:L203),可实现铜和铝的良好链接。
锡焊详解过程如下:
一、锡焊过程
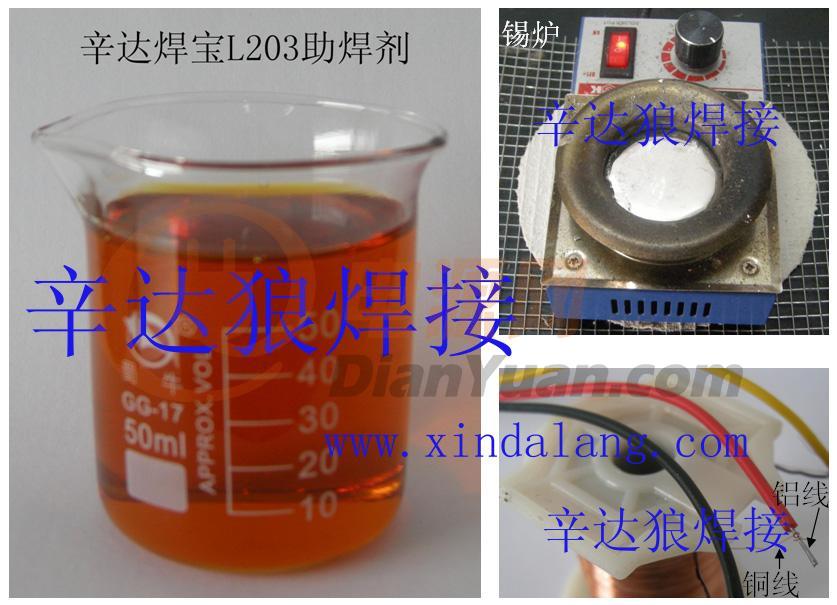
图1 准备好要用的焊接材料与工具

图2 将铝/铜线浸入助焊剂中

图3 将浸过助焊剂的铝/铜线部分浸入熔融锡液中(锡液温度300℃),停留1s后将铝/铜线从锡液中提出

图4 焊接部位照片(焊料均匀填充铝线与铜线间隙,并在二者界面处发生冶金接合反应,形成圆弧弧状牢固焊点,保证焊料无浪费)
二、与国内相同产品焊接效果区别对比


辛达焊宝L203(铝/铜助焊剂)特点及优势:
(1)焊后焊点光滑、致密、牢固,无裂孔、无虚焊、无拉尖;
(2)最大程度降低焊点重量,可节省锡焊料50%以上;
(3)适用焊接温度范围广(200-370℃),操作简便;
(4)适用于所有锡焊料。
0
回复
提示
