价格战与市场不景气的无奈之作.....
用单片IC做到输出电流可调,输出U/I外动态特性满足弧焊要求,是否可行?
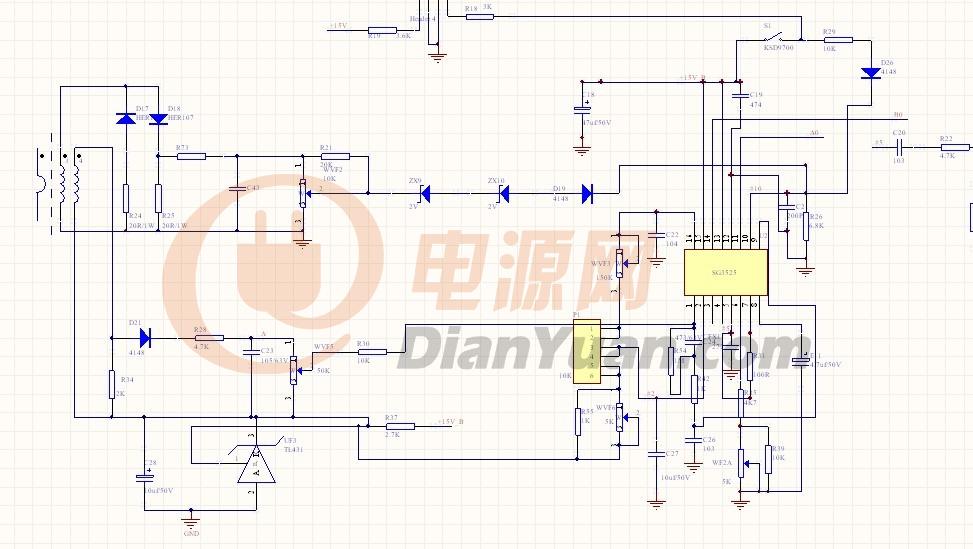
图为原边采样控制输出电流的电路原理图。
十年前的专业杂志上就有详细资料
试验前我也搜索过不少类似的资料,不知楼上兄弟说的是论文(文献资料)还是曾已量产过的详细方案?
寿工,除了原边采样控制输出电流之外,是不是还要同时检测输出的电压呢?
这个取决于我们想把U/I特性曲线做成什么形状了。
对于特别廉价的家用维修型手工焊机,只要电弧特性能满足起弧与施焊都还能过得去,受硬件资源与成本所限,也可不做考虑。
简单可靠的逆变焊机也是我们永远的追求
若单端,可用单片8脚的UC2845,其3脚内部的电流比较器性能不错可直接利用,控制环路更简单
家用小焊机的控制电源用小开关电源,可以省掉欠压保护电路
说得十分在理!
UC*845系列好久没接触了,不知做双环控制(Ipk与Iavg)可行不?
利用其1、2、3脚的端口应该可以做电流峰值Ipk与平均值Iavg的双环控制
焊机的单管要可靠工作,峰值电流控制是必要的。电流的平均值与峰值密切相关,再做平均值的二环控制是否必要?个人认为关键是处理好电流信号的幅度,使其峰值信号的平均值成分多一点,就可实现二合一控制,让主变能瞬间输出最大功率,单管也安全
峰值采样一般都是从主变压器原边用互感器输出的,受温度与时间漂移的影响相对较大,直接用于输出电流的调节,会发现控制精度不高,并易受干扰。
用电阻直接对输出电流采样,做成平均值电流环,稳定性会好很多。我抽空再重新看下UC3845内部资料,用在这里应该是可以的。
强烈的负反馈即使不加斜坡补偿系统也会相对稳定..........这可不敢赞同!
另据我个人所理解,16楼所说的稳定性可能不仅是在指环路的稳定性,也同时在指电流控制精度。
个人认为只要系统少振荡、少丢波就行了,斜坡补偿要慎用,因会降低电流型控制的优势,影响焊接电源的动态
其实原边电流反馈控制与主变及电抗配合好完全可以满足一般弧焊电流控制精度,使电弧不粗暴,且自动推力,达到比较理想的弧焊效果,只是许多机器在这方面没有深挖掘
振荡会直接影响功率管的安全。
SG2525AN的峰值应用也有一番讲究的。
如做单端正激还是考虑用UC3845比较好,1. 3845是电流型控制 2. 3845的最大脉冲宽度是不会超过45%的,这有利于主变磁芯复位。单端机主变是不允许超过45%脉宽的,否则要饱和导致炸管。
靠挖掘一颗芯片来降低的成本,实在不是什么上上之策!其实还有改进工艺、降低返修等几方面的方法手段更具有实用价值!